


A fatüzelésű téglakemencék továbbra is meglehetősen gyakoriak a vidéki területeken, valamint a gázvezetékektől és a városi központi fűtéstől távol eső területeken. Sok téglaégető kemence már működik, egy bizonyos összeget építenek, tehát különösen az egyes egységek és általában az égetőkemencék működési tulajdonságainak javításával kapcsolatos kérdések fontosak. A téglakemence egyik leggyakrabban hibásan működő része a kemenceajtó, vagy pontosabban annak bezárása. Valójában a kemence ajtaját rönk betöltésekor magas hőmérsékleteknek és mechanikus ütésnek teszik ki. Gyakran, rövid idő elteltével, a kemence teljes élettartamához viszonyítva, az ajtó lógni kezd, a tégla összeomlik, és még annak körül is kiesik, nagy repedések alakulnak ki. Természetesen az abszolút sajnálatos esetek általában a felmondás hibáinak következményei. A tömítés még azok nélkül is nem tart sokáig, és időszakos javítást igényel.
A kemence ajtójának a kemence téglafalába történő rögzítésének fő, gyakran alkalmazott módszere a huzalzsinór beágyazása a varratokba, az ajtókeret négy lyukába menetes. Tökéletes megoldásként - huzal helyett használjon motorkerékpár küllőt.
Talán érdemes megemlíteni az ajtó modern fémcsavarokkal történő rögzítésének módszerét.
A tömítés másik meglehetősen egyszerű módja a szorítók (mancsok). A fémcsíkokat csavarozják vagy szegecselik az ajtókeretre, majd öntik és lezárják vízszintes és függőleges falazatba.
Az első pillantásra jó módszer.
Itt érdemes felidézni a kemence-üzlet fontos szabályát - figyelembe kell venni az anyagok lineáris tágulási együtthatóinak különbségét hevítéskor. A fém és a tégla esetében ez (együttható) különbözik leginkább, és ezeket az anyagokat viszonylag puha tűzálló tömítéssel kell elválasztani. A régi időkben azbesztzsinór volt, tiszta formájában vagy folyékony agyagban áztatva. Most gyakran modern tűzálló anyagokat használnak - tűzálló kerámiagyapotot és nemezt.
Térjünk vissza a szorítóbilincshez.Ha magát az ajtókeretet például azbesztzsinórral körbefűzve lehet szigetelni, akkor a bilincsek fémcsíkjait nem lehet szigetelni, és az agyagos habarcsot nem festenek az illesztésekről.

Egyfajta variációként vannak olyan fém elemek, amelyek az ajtókerethez vannak rögzítve, de nem a varratokhoz rögzítve, hanem az ajtót téglával tartva. Már sokkal jobb - tűzálló kartondobozokat fektethet, és a jövőben megszabadulhat a repedésektől. A tömítés szilárdsága szintén jó, a nagy "tartó" terület lehetővé teszi a tűzifa és a póker szabadabb kezelését. Anyagok szempontjából egyáltalán nem drága, nem bonyolult és gazdaságos.
Az egyszerű agyagtéglából épített kályhák esetében talán többre nincs szükség, ám a tűzálló téglákkal bélelt kemencékkel ellátott téglakemencék modern változataiban a módszer nem elég jó.
A tűzoltó kamrával bélelve jelentősen megnöveljük annak erőforrásait, de a kemence ajtajának az utóbbi módszer szerinti bezárása számos helyet hagy, ahol a magas hőmérséklet befolyásolja az agyagot. A fenti képen ezek a kőműves végei, az ajtó oldalán, a következő - tetején és alján.

Az utolsó tömítés öt éves működés után jó megbízhatóságot mutatott - az ajtó egyáltalán nem rázkódott, a helyszínen gyökeresen állt, de a belső agyagtéglakat felülről megsemmisítették és ki kellett cserélni, míg a tűzoltó tűzoltó kamiontégla által védett tűzjelző doboz többi része természetesen elhasználódott, de jó volt.

Vagyis minden szükséges, ugyanaz, de a mancsokkal a kerület mentén. Valami ilyesmi.

Az eljárás anyagi szempontból kissé pazarlóbb, de nagyon megbízható és használatra ajánlott. Ezt részletesebben megvizsgáljuk. Szóval
Mi szükséges.
Eszközöket.
A lakatos szerszámok leggyakoribb halmaza, egy kicsit levehető gép (daráló) csiszolókorongokkal, amelyek vékonyak a daraboláshoz, legalább egy vastag a sztrippezéshez. Biztonsági szemüveg vagy még jobb - egy pajzs az egészre ... az egész arcra. Ha azt szeretnénk, hogy a nyolcvanéves Beethovenet nem hallókészülékkel hallgassuk meg, ehhez védő fejhallgatót vagy füldugót adunk hozzá - ehhez írógéppel végzett szalag esetén a zümmögés és a csengő nagyon jó. Valami kézi fúrásra. Egy kis hegesztő-invertert és kiegészítőket is használtunk, valamint vékony (2 mm) elektródákat. Kipróbáltam az MR-3, az SSSI jól működik, akkor biztosan különleges a rozsdamentes acélra, ha nem sajnálom. Az első gyártási változatban, ahol csak rugalmas, a hegesztés elhagyható. Igen, a szokásos jelölőeszközön kívül jó lenne egy nagy négyzet, amelynek oldala fél méter. Ez jelentősen növeli az elrendezés pontosságát.
Anyagokat.
Megfelelő méret, darab rozsdamentes acél lemez. Nagyon kívánatos, hogy hőálló legyen. Nem szabad összetéveszteni a „hőállóval” (skálaellenállás). Az egyetlen alkalom a hálózatban volt egy hasonló kivitelű videó, ahol a szerző hőálló rozsdamentes acélt használt, nagyon kicsi vastagsággal, körülbelül 0,5 ... 0,75 mm körül. Ebben az esetben egyértelmű, hogy csak a gyártási módszer rugalmas, kivéve, ha rendelkezik speciális szerszámokkal vékony rozsdamentes acél hegesztésére.
A szerző verziójában ismeretlen (és alig hőálló), 1,5 mm vastag rozsdamentes acélt használtunk. Nem szándékosan, mi volt az. A gyakorlat azonban az anyag kellően nagy ellenállását mutatta. Ugyanakkor egy kissé túl vastagság lehetővé teszi a hagyományos kézi ívhegesztés alkalmazását is.
Rögzítő elemek - standard csavarok vagy csavarok M5 anyákkal. Talán jobb, ha a hatalmas fejeket úgy választja meg, hogy azok ne égjenek tovább.
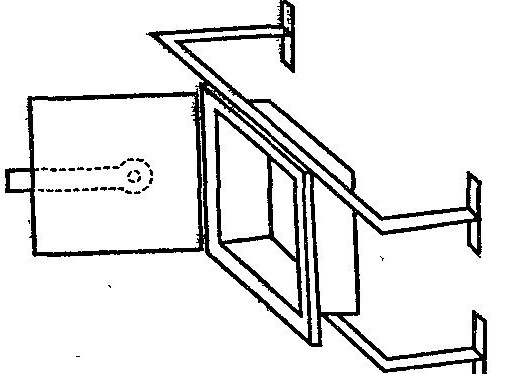
A rögzítődobozt kétféle módon készítették.
első - általános nagyseprővel végezték éshajlítva, kiderült, hogy egyfajta doboz fenék és fedél nélkül van. A doboz falára merőlegesen a szirmok hajlottak. Ajtót felszereltek, lyukakat megjelölték és fúrtak. Az ajtót fogaskerekekkel rögzítettük és ennyi.
A munkadarab megjelölése és vágása.
Itt érdemes azt mondani, hogy egy ilyen vastag anyaggal való kis hajlítási sugár eléréséhez a hajlítási pont valamilyen előkészítése szükséges.Az előkészítés során az anyagot a hajtási vonal mentén, a vastagság körülbelül háromnegyedén vágjuk, és a darabolást - a vágáshoz V alakú profilt adunk. Az alapnál 90 fokos vagy ennél kissé nagyobb szöget zár be. Az egyetlen erre a célra többé-kevésbé megfelelő szerszám a vágógép (daráló). Ami az én ízlésem, érdemes kevesebb energiával és kisebb körátmérőjű opciót használni.
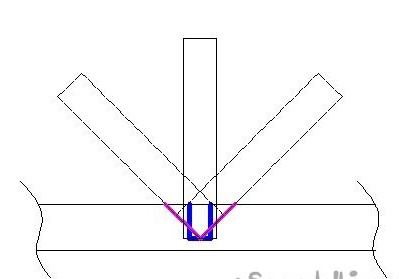
Így kell viselkedned. Az első vágás merőleges az anyag felületére, a jelölési vonal mentén a kívánt mélységre. Az első alkalom meglehetősen nehéz. Sokkal jobb a vágást nem azonnal teljes mélységben elvégezni, hanem több lépésben, így kevesebb esély van a vágásra, és egyenletesebben kiderül. A legnehezebb a legelső egyenes horony. Általános szabály, hogy számomra jobbnak bizonyul, annál kevésbé felelősségteljes a rész - munka közben érdemes kissé felszabadítani a vállakat és a karokat, és nem tulajdonít nagy jelentőséget az esetleges kisebb hibáknak.
Az első vágás után újabb két lépést hajtunk végre annak mentén, mint egy vezetőnél, egy szerszámmal, amelyet minden alkalommal 45 fokkal el kell forgatni a főhez képest. Körülbelül, természetesen, de egy kicsit jobban. Ez már nem nehéz, csak meg kell fordulni vagy fordulnia a munkadarabhoz úgy, hogy a horony jobbról balra legyen, és ne fentről lefelé. Kiderül, simább. Nos, a bolgár másképpen elfogja.

Ezután hajlítsa meg úgy, hogy a vágás belsejében legyen. Nincs szükség ütközőkre vagy vezetőkre, a kanyar továbbra is a minimális vastagságú helyre megy, ahogy fűrészelték.

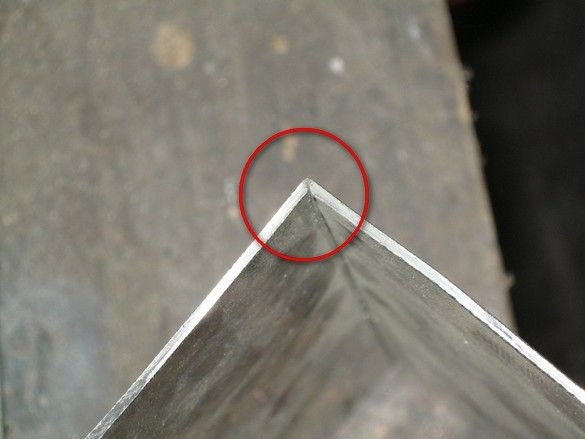
Az első vágás mélységének ideális esetben olyannak kell lennie, hogy a kész vágáson lévő munkadarab némi, nagyon tisztességes erőfeszítéssel meghajoljon, de kezével. Ebben az esetben a kanyar külső felülete kissé tompa lesz, de észrevehető repedések nélkül.

Az űrlapot kivágták, ideális esetben a kész kanyarban a falak teljes bezáródásához kell vezetnie.
Tehát a darabokat kivágták, vágásokat végeztek a megfelelő helyeken, áthaladva és kanyarodva. Itt kell legyen óvatos, és teljesen el kell képzelnie a készterméket - számos redő (vágásuk) az ellenkező oldalon található.

A vágásokkal történő összevonás után több mozdulattal egy szirmokkal ellátott doboz meghajlik a vonalak mentén.

Megpróbálunk az ajtón, megjelöljük a lyukakat, fúrunk, rögzítünk. Vágtuk le a felesleget a szálból. Csavarral és anyával rögzíti. M5. A Stoporov és a korong nincs használatban, de ha kétségei vannak, megdöntheti a vágás közepét.
Most a sarkokat hegesztjük apró hulladékokból. Elülső oldalán, különben a formatervezés kissé befejezetlen. A derékszögű darabokat egyszerűen a megfelelő helyre kell rögzíteni, legalább egy kicsit több, mint szükséges, és a hegesztést több pont rögzíti. Ezután a felesleget levágják. A hegesztéseket megtisztítják. Az éles élek tompa lesznek.


A tűztér oldalán lévő mancsok kicsit nagyok, kisebbekkel is meg lehet lépni.
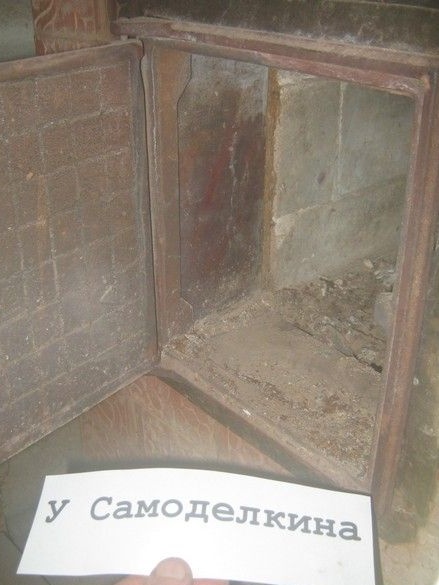
Ugyanaz a lezárás, egy tégla szauna kályhában végzett 3,5 éves üzemelés után. A hamu alsó polcán vegye figyelembe az oldalát. Van egy kis méretarány, nincsenek észrevehető torzulások és kanyarok, a csavarfejek nem láthatók a képen, de merem biztosítani őket is, hogy nagyon jó állapotban vannak. A külső téglafal nem pusztul el, különösen a bélés. Általánosságban elmondható, hogy az állapot kiváló, és mivel a fürdõkályha melegítése sokkal intenzívebb a hevítéssel összehasonlítva, ez teljesen kiváló. Talán ezt elősegítette az anyag jelentős vastagsága és a szerkezet általános merevsége.
A beágyazás a közönséges módszerekhez viszonyított magas költségek ellenére is jó csoda, azonban a mancsokkal ellátott, rugalmas, dobozos gyártási módszer nem túl pontos. Meghatározás szerint. Nehéz egy milliméterig figyelembe venni, a munkadarab minden alakulását hajlítás közben, és ennek eredményeként az ajtó nem fér be, vagy a hézagok túl nagyok. Ugyanazzal a tűzálló filccel is kitöltheti őket, de nem erről van szó.
A második gyártási lehetőség. Hegesztéssel.

Másnap elhatároztam, hogy kipróbálom. A fődoboz két L alakú részből állt.
A próbálkozás után vágja le a széleket méretre és hegessze össze. Különleges szorosság itt nem szükséges - pontokban, másfél centiméteren át. Ezután tisztítsa meg a varratok feleslegét.

Után, hasonló módon, a mancsokat hegesztjük.


A lecsupaszítás után előzetesen lágy tűzálló anyaggal be lehet csomagolni egy kiszolgálási helyre. Az alábbi képen 10 mm vastagságú bazalt steppelt szőnyeget használunk.

A módszer, a kissé nagyobb bonyolultság ellenére, jobban tetszett. Az ajtó sokkal szorosabban ül, a gyártási folyamatban lényegesen kevesebb aggodalom merül fel - az ajtó végére illeszkedik / nem fog beleférni. Sőt, a formatervezéshez használhat kisebb darab anyagokat is, ami néha nagyon kényelmes.
Még nincs tapasztalat az ilyen típusú gyártás pecsétjének működtetésében - a kemence még nincs befejezve, de kétségbe vonni sem indokolt.
