


A PCB gyártásának témája Magyarországon otthon A műhely nem lenne teljes a konzerválási folyamat leírása nélkül. Vegyük ezt elvileg és a testületünkhöz viszonyítva. Szóval
Az ónozás önmagában csodálatos módja annak, hogy megvédje sok fémet, de leggyakrabban a rézet és a vasat a légköri oxigén általi oxidációtól, a savak és lúgok hatásaitól. Ez lényegében a védett fém bevonása egy vékony réteggel, amely jobban ellenáll az oxidációnak. Az egyik leggyakrabban használt fémek az ón, amelyet a levegő és a nedvesség nagyon csekély mértékben érint, és a gyenge növényi savak, zsírok és más élelmiszer-összetevők egyáltalán nem működnek. A fémfelületek vékony ónréteggel történő bevonását ónításnak nevezik, és maga az ónréteg félig nedves. Ha fémmel ón bevonja, nagyon fontos egy teljesen egyenletes, sűrű és tartós ónréteg előállítása, amely megvédi a fém felületét az oxidációtól.
Az ónozott edények és serpenyők már nem használhatók, de az ónozást továbbra is használják a vas (acél) megóvására az élelmiszer-lúgoktól és savaktól. Van olyan meglehetősen általános anyag, mint az ón. Lényegében ez a fogalom általában védőfémmel bevont acéllemezre vonatkozik, legyen az cink, króm vagy ón. Az ónbevonatú ónot pontosan az élelmiszeriparban használják, főleg abból készülnek konzervdobozok és más konyhai-élelmiszeripari termékek.
A konzerválás is magában foglalja a forrasztást. Nem számít, konstruktív vagy az elektromos telepítéshez. Valójában általában a huzalozás forrasztása így néz ki: felületek megtisztítása, fluxus felhordása, ónozás. A forrasztott felületeket vagy a következtetéseket hajtják össze, ha szükséges, rögzítik. A forrasztás helyére fluxust alkalmazunk. A forrasztás helyét melegítjük, és a forrasztót bevisszük, vagy egy csepp olvadt forrasztót viszünk fel a forrasztópáka hegyére, egyébként a már korábban ónozott (rézhegyek) is. A forrasztás eloszlatása után a hőt eltávolítják.A teljes kristályosodás megvárása után lehűlés után a forrasztási helyet szükség esetén a fluxusmaradványoktól mossuk (különösen óvatosan, ha savas fluxusokat alkalmazunk), és ha szükséges, izoláljuk. Tudnia kell, hogy a forrasztási hely kényszerhűtése jelentősen csökkenti a varrás mechanikai tulajdonságait.
A nyomtatott áramköri táblák vezetésével kapcsolatban, amelyről beszélgetést kezdettünk, a gyártás után szintén szokás, hogy megvédjük az oxidációtól, ugyanakkor előkészítsük őket az összeszerelésre (forrasztásra). A kézi beszerelésnél a szerelő munkálhatja az oxidált forrasztási helyet, dörzsölheti és megkarcolhatja, emlékezve a hajlított kézzel gyártóra egy kis rádió-kanyarban, és automatizált összeszerelés esetén a deszkák síkjának felületének rossz előkészítése nagy mennyiségű elutasítást eredményez.
Az amatőr rádió gyakorlatában a deszkák sík formázása azon a tényen alapszik, hogy a sík felületen történő elvégzése egyenletes, sokkal könnyebb, mint a későbbiekben, minden egyes elemhez történő felszereléskor. Vagyis az idő egyáltalán nem menthető meg, a forrasztással történő megtakarítás szintén kétes, tekintettel az azt követő további zavarokra.
Tehát a tamingnak kell lennie. Az ónozott utakkal ellátott nyomtatott áramköri kártya a későbbi összeszerelés során kényelmes, függetlenül a tárolási időtől, megbízható mechanikus érintkezést biztosít („közös”, a rögzítőcsavarokon keresztül). Az ónozás kiküszöböli a sín kisebb hibáit és növeli azok teherbíró képességét. A forrasztás a forrasztópákaval, még ha egy nagy és lapos „szúrással” is, nem különösebben kényelmes. Az ilyen ónozás nem tűnik nagyon hanyagnak - megereszkedett, tűk és jogosulatlan árok, egyenetlen, nehezen ellenőrizhető déli réteg.
A kényelmes és gyors ónozás érdekében használhatja az olvadékba merítés módszerét, amelyhez kicsi fürdőt kell készítenie egy „Rose” ötvözettel, amelyet egy hagyományos háztartási elektromos tűzhely melegít.

Az olvadék hőmérséklete 120–140 ° C. Az oxidáció és a salakrétegnek az olvadék felületén való megjelenésének megelőzése érdekében azt 20–25 mm vastagságú, kémiailag tiszta glicerinréteggel öntjük.
Az ónozás folyamata a következő. Hosszú kezekkel ellátott csipeszekkel megragadják a nyomtatott áramköri lapot, majd 5% -os sósavoldatban dekapitálják, majd 2-3 másodpercig folyóvízben mossák és 1-2 másodpercre merítik a rózsaolvadékba. A nyomtatott gumiból készült gumibetét segítségével eltávolítják az áramköri lap olvadékát. Ezután a lap készen áll a szerelések összeszerelésére és a kiegészítők felszerelésére.
Az ónozás beszerelését motorháztetővel kell biztosítani. A fürdőben a „Rózsa” olvadék hőmérsékletének stabilizálásához bármilyen egyszerű termosztátot használhat. Hőmérséklet-érzékelőként egy kromel-kopel hőelemet használnak. A hőmérséklet-fenntartás pontossága ± 10 ° C.
Természetesen egy ilyen telepítés elvégzéséhez érdemes nem számít, mennyire nagy a nyomtatott áramköri lapok vagy más, nem élelmezési célra alkalmas aprító darabszám. Egyszer találkoztam egy hasonló telepítéssel a gyártás során, és ott azt használták a telepítőhuzalok végeinek gyors öntésére.
Az előállított nyomtatott áramköri kártyák amatőr rádiómennyiségeinek esetében ez a telepítés rendszerint felesleges, ehhez további, speciálisan felszerelt hely és tisztességes mennyiségű drága Rose ötvözet szükséges.
Ugyanakkor a vulgáris forrasztópáka kézzel történő ónozása kissé korszerűsíthető, jelentősen javítva az eredményt. Csak a legegyszerűbb hangszert kell készíteni improvizált anyagokból, és a forrasztópárat a szokásosnál valamivel erőteljesebbé kell tenni. Szóval
A módszer lényege egy kapilláris hatás, egyfajta filctoll használata a forrasztáshoz. Készlete megolvadt, érthető állapotban felszívódik egy rézfonatba, és „átfestve” sokkal gazdaságosabban és egyenletesebben fogyaszt, összehasonlítva a „fegyvertelen” forrasztópácssal való ónozással.


Amit a munka használt.
Eszközöket.
Eszközök sorozata a rádió telepítéséhez. Meglehetősen nagy teljesítményű (65 ... 75 W) forrasztópáka szükséges kiegészítőkkel. Az áramköri lap rögzítéséhez speciális bilincs nagyon kényelmes.
Anyagokat.
Flux, forrasztott, réz fonat, jobb sűrűbb, jobb nem ónozott. Rézhuzal, egy ceruza méretű fabot.
Ahhoz, hogy egy ilyen eszköz egyszerű legyen, egyszerűen meg kell találnia a megfelelő fonatot. Általában ez nem nehéz - a sonkás rádió rajongói elsőbbséget élvező zsemlék, mondjuk, nem dobják ki a képernyők maradványait a kábelek vágása után. Ezenkívül egy ilyen rézfonatot rövid, nagy áramú, rugalmas vezetékként használnak, gyakran a földhurkok csatlakoztatására vagy csatlakoztatására. Igaz, hogy ez már ott meg van őrizve, ami bizonyos esetekben kellemetlen lehet (egy másik forrasztó használata). Van még egy speciális vékony rézfonalat a huzalozáshoz, óvás nélkül, forrasztási, forrasztási elemek gyűjtésére szolgál.

Itt használjuk a tápkábel árnyékolt vezetékekkel ellátott pajzsát. Nagyon orrfolyásosak. Egy másik, sokkal sűrűbb fonott darab kezében. Ónozott.
Legalább egy darabot be kell fektetnie a másikba. Természetesen használhat egy réteget is, de ez kissé rosszabbul fog működni - a vég gyorsan elkopik, és a felszívódott forrasztási mennyiség kicsi. A felület kevésbé egyenletesen oszlik el.
Az ón lemez rézrésze körülbelül 6 ... 7 cm hosszú, míg 1,5 ... 2 cm hosszú, botra való felszereléshez.
Vágjon le néhány fonott darabot valamilyen margóval.

Az egyiket ki kell terjeszteni. Ehhez óvatosan nyomja rá a végére a közepét, ugyanakkor átmérője jelentősen megnő. Végül kibővítjük egy élezett ceruzával, de fanaticizmus nélkül nem kezd kibontakozni.

Most óvatosan húzza meg a második fonott darabot. Lehetőség van sűrűségre egyszerre kettőnél. Ezután meghúzzuk a külső zsinór végét, ez úgy csúszik, mint egy hőcső, szorosan lefedve a tartalmat. Megkapjuk a kívánt sűrűségű munkadarabot. Fogóval igazítjuk az egyik élét, majd élesített ceruzával ismét kibővítjük. Most mindkét zsinór együtt van.
Nem mély, hosszú, kissé több mint 20 mm. Ez képezi az ülést a pálca-bot számára. Mellesleg, most el kell készíteni vagy fel kell venni. A legegyszerűbb mód természetesen az, hogy egy darabból levő darabokat késsel vagy fejszével vágja le egy egyrétegű deszka darabját, de lehet egy régi keféből származó toll és talán egy ceruza.

Nem fáj, éles késsel, kissé lépve a bot szélétől, hogy elrendezzen egy kis gyűrűs mélyedést, hogy zsinórunk ne csússzon le a fogantyúról - működés közben azt némi erőfeszítéssel meg kell húzni. Ezután elkészítjük az elkészített kétrétegű fonatot a fogantyún, és a mélyedés helyére vastag rézhuzallal feltekerjük. A "csomót" apró csepp forrasztással rögzíthetjük, de úgy is, mintha nem lett volna letekercselve.
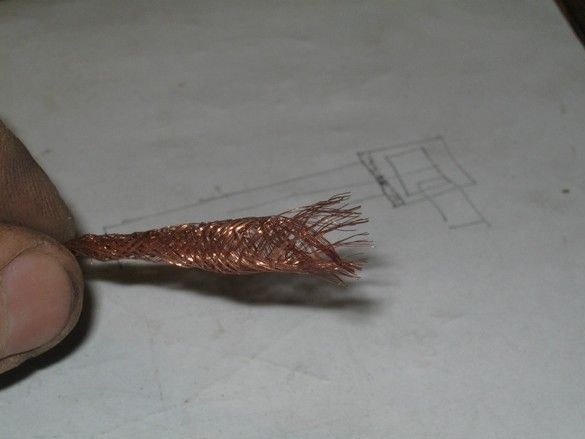
A hosszát még meg kell határozni és a végét le kell vágni - a "szabad" rész hossza egy vékony huzalból készült puha fonáshoz kényelmesen körülbelül 5 cm.

A zsinór végét ónozzuk azzal a forrasztóanyaggal, amellyel együtt dolgozunk, míg a végén lévő huzalok részben nem vannak csavarva, ez megengedett. A széltől néhány centiméterre zsúfolt, a középsőnek rugalmasnak kell lennie. Ha a forrasztás nem egy közönséges kép, akkor ezt érdemes rögzíteni egy fogantyún található filccel.

A szerszám nagyon kényelmes, az idő nem sokat takarít meg, de lényegesen egyenletesebb bevonatot biztosít. A nyomtatott áramköri lapokon kívül az alkatrészek óvására is használják a szerkezeti forrasztás előtt. A fém alkatrészekhez lángégőre van szükség.