
Most elmondom, hogyan lehet elkészíteni egy rendkívül hasznos egyszerű házi terméket.

A probléma nélkül megismételheti, ha egyszerűen kinyomtatja ezt a projektet 3D nyomtatóra. És ha még nem rendelkezik, akkor kérheti, hogy nyomtasson egy barátot, vagy rendeljen nyomtatást a városában. Most elég könnyű megtalálni egy irodát, amely nyomtatási szolgáltatásokat nyújt és modellezés 3d projektek. A költségek a különböző városokban természetesen eltérőek, de szerintem kissé gondolom.
Tehát, ha van egy fúrója, akkor van egy fúrója ehhez.



És a fúrók tompulnak idővel. Akkor vagy dobja el, ha olcsók, és vásároljon újakat, vagy élesítse, ha jó minőségű és drága termékeket használ. Az ömlesztett fúrók két élezési szöggel 118 ° és 135 ° -os szögben kaphatók. A 118 ° fúró acélhoz és öntöttvashoz, és 135 ° fúró lágy fémekhez, például alumíniumhoz, rézhez, sárgarézhez és hasonlókhoz.
Az aliexpress-en speciális csiszológépeket árusítanak, amelyeknek furatokkal vannak ellátva fúrók élezése, de egy ilyen szerszám ára 2000 ezer rubeltől kezdődik, és korlátlan képzelettel és bizonyos mértékig az eladók arroganciájával ér véget.



Egyértelmű, hogy ez nem a mi lehetőségünk.

Ma megmutatom neked, hogyan lehet csiszológépet készíteni fúrókra a szokásos dremelből. A szerző alapját vették a thingiverse.com webhelyen közzétett projektnek.

3D-s nyomtatóra nyomtatva rájött, hogy a kapott alkatrészek nem túl kényelmesek. Az élezésnél meg kell tartania és be kell nyomnia a fúrót, hogy pontosan ellenálljon a dőlésszögnek. Általában működik, de nagyon kellemetlen. Nos, itt a 10 mm-es fúrók nem érik el a 25 mm-es tárcsát.




Szeretném, ha kényelmes lenne a végtermék használata, és elég egyszerű volt a működtetéséhez. Ezért végül az a gondolat született, hogy mindent saját módon alakítson át és tegyen meg. A szerző megpróbálta figyelembe venni a projekt minden hiányosságát, amelyet a dolog sokoldalú weboldalán tett közzé.
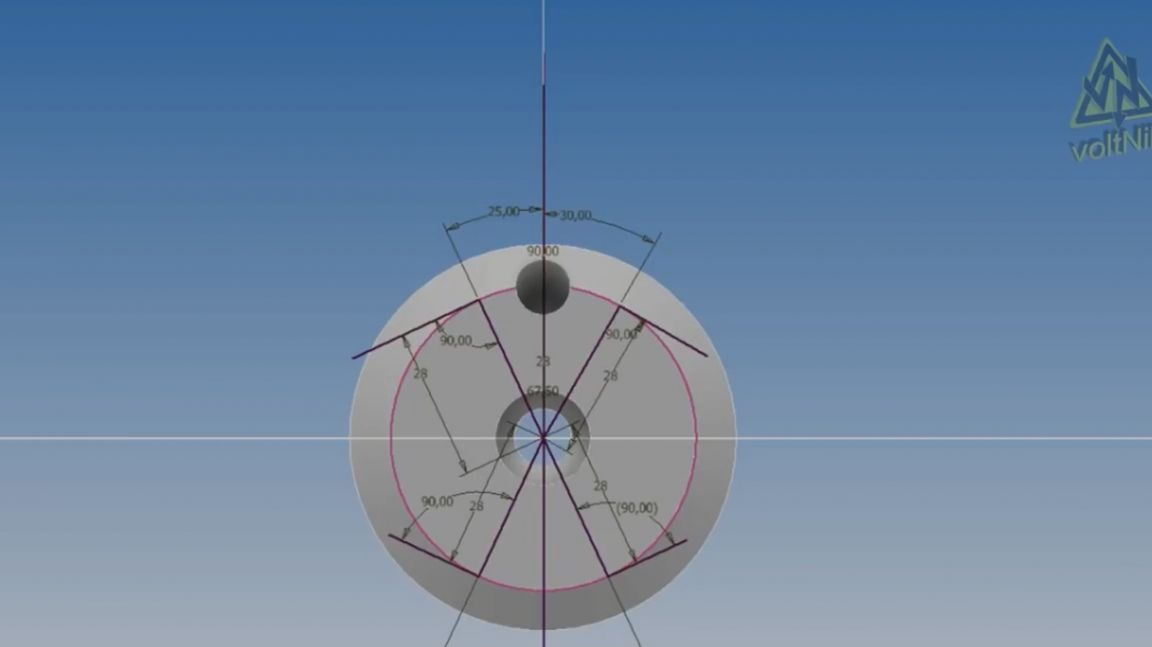
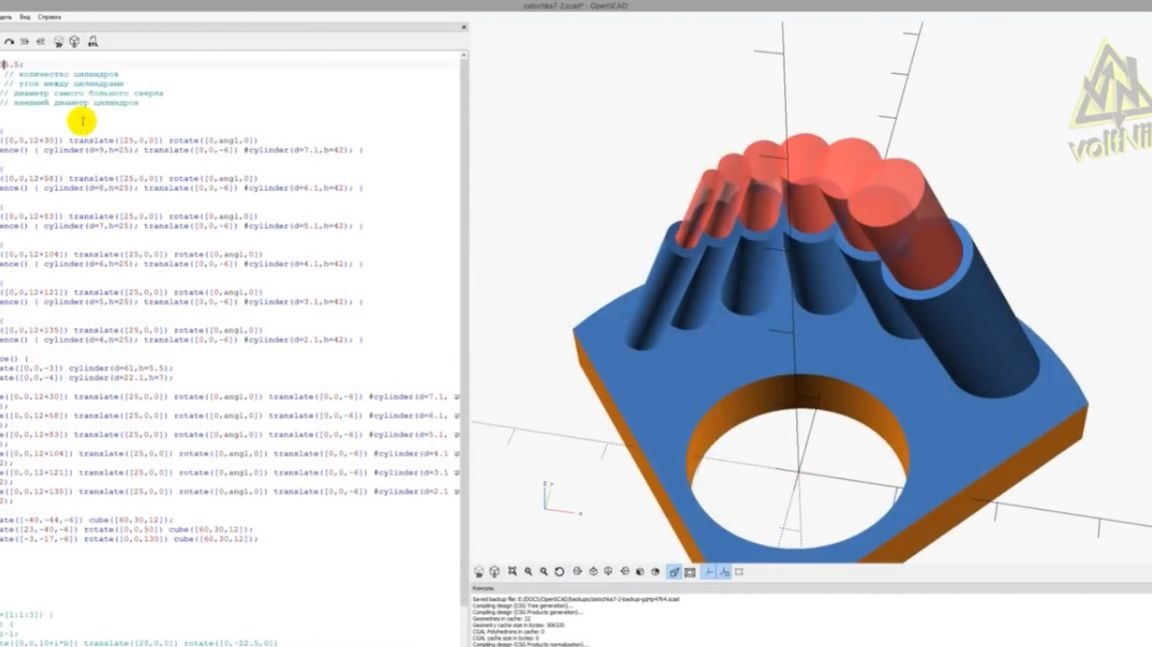
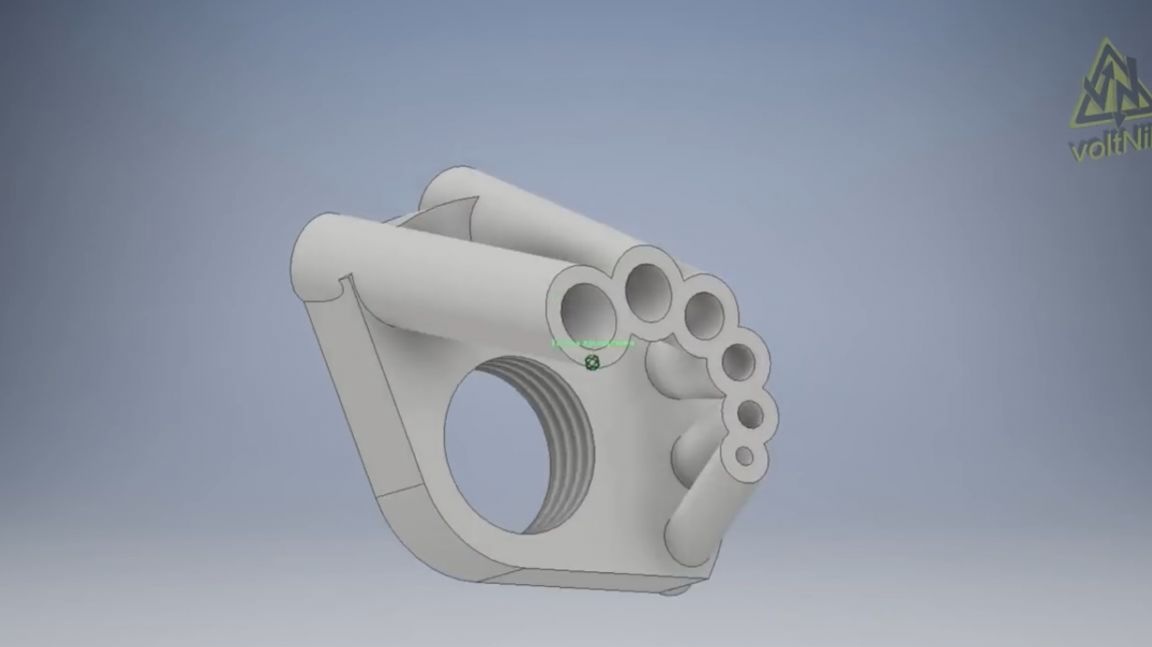
Először, a rész kidolgozása során kipróbálták az útmutatók elrendezésének különféle lehetőségeit. Ennek eredményeként egy barátja tanácsára a projektfejlesztést átvitték egy új programra. Ez volt az első tapasztalata egy ilyen programban. Kb. Egy óra alatt elsajátította, és kb. 30 percbe telt az első útmutató elkészítése.
Az első részt három átmérőre nyomtatta: 8, 9 és 10 mm. Azonnal állítsa be a lyukak átmérőjét a műanyag zsugorodási margójával egy milliméterrel tizedrel nagyobb mértékben. Ez eléggé elégnek bizonyult. A játék nélkül fúrók szorosan bementek a vezetőkbe.


De a fúvóka felhelyezése a dremelre nem működött, mert nincs menet.
Ezért a szerző kissé kibővítette a lyukat szikével és egyszerűen csavarozta meg a fúvókát a menetre.


A 10 mm-es fúró most már könnyen élesíthető, és a széle éles lesz. A projekt működik, szóval folytatjuk. Ideje elkészíteni egy újabb útmutatót 2-7 mm átmérőjű fúrókhoz.
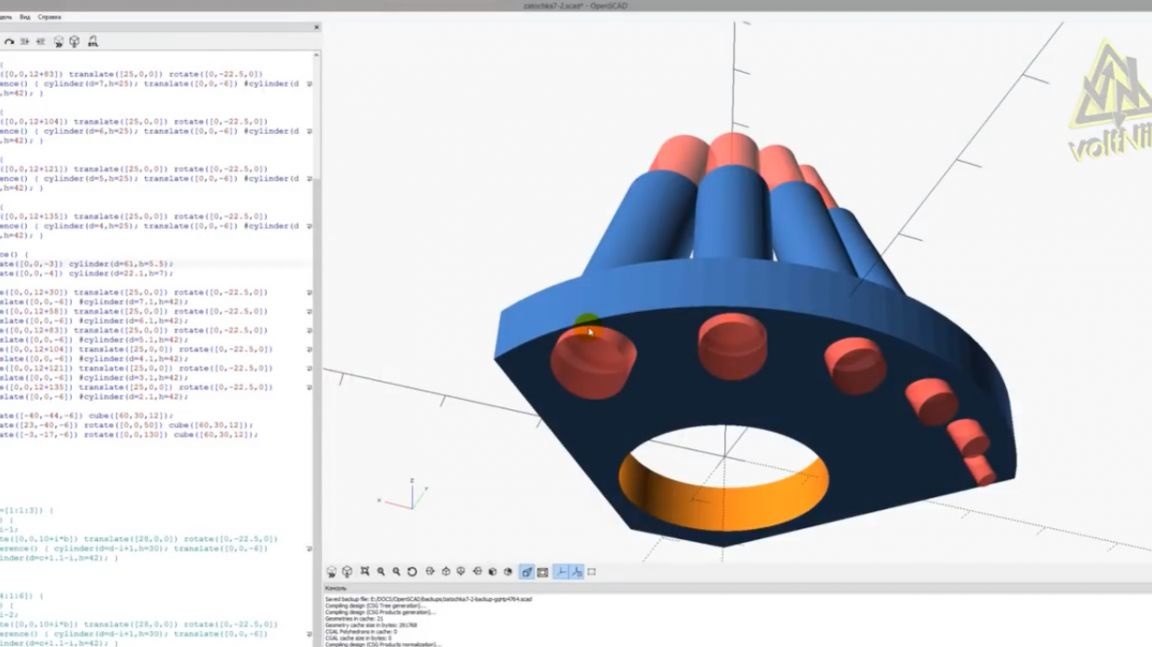
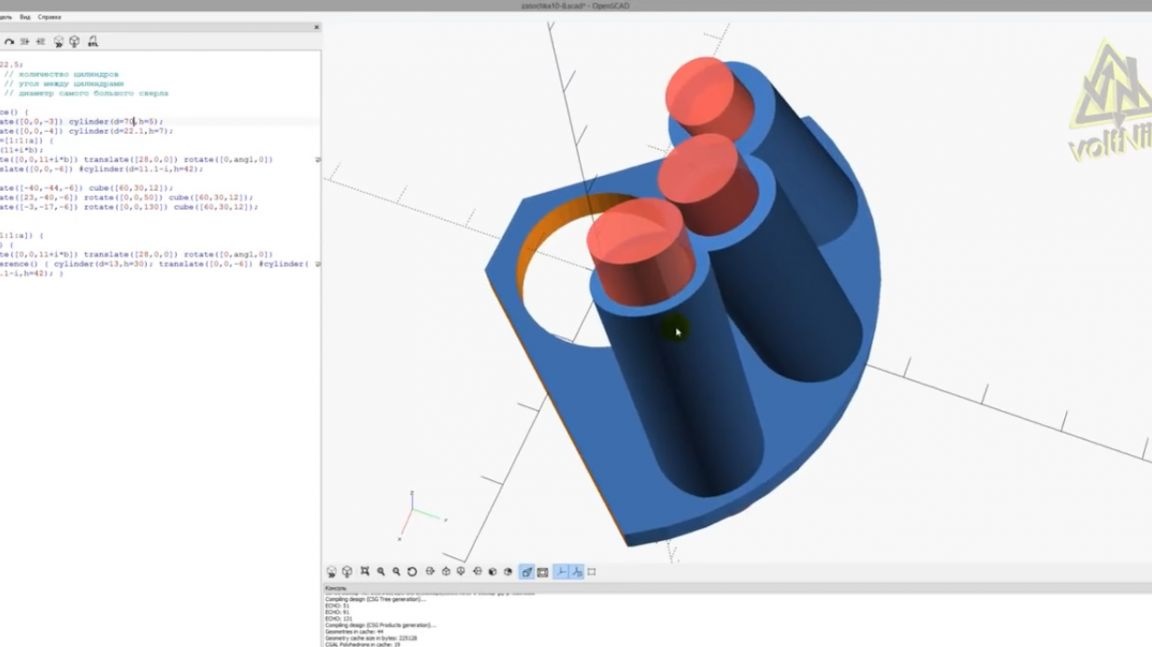
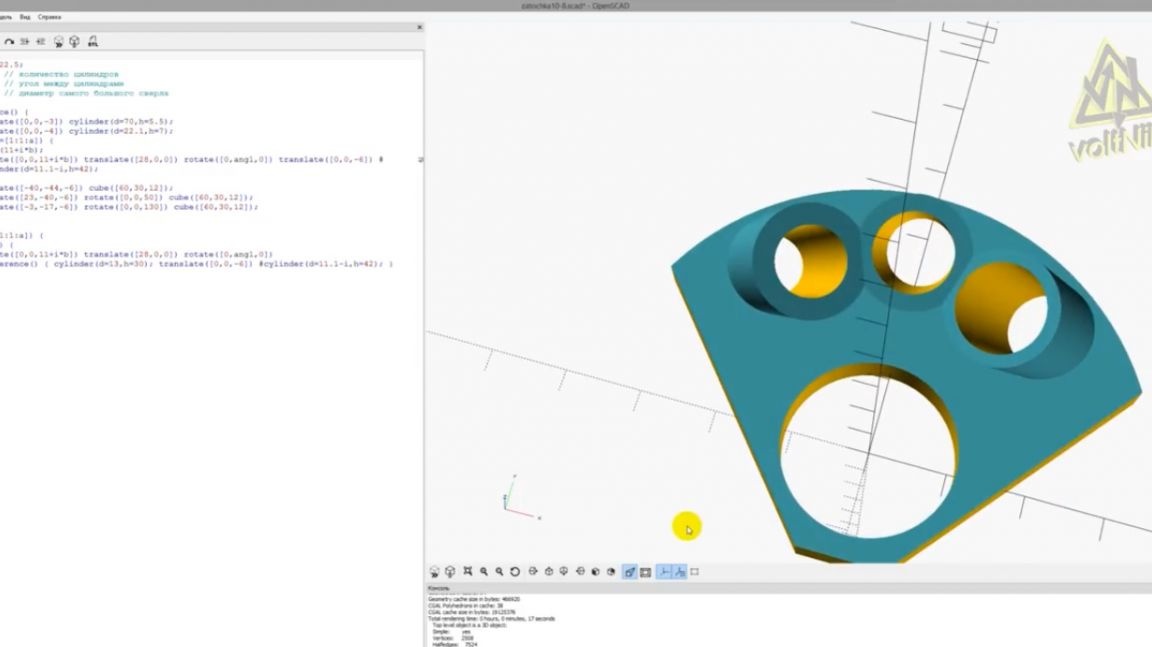
Nem volt lehetõvé tenni egy szép ciklust, ezért itt az összes hengert kézzel állítottuk be, a szögek és a távolság kiválasztásával.
Kinyomtatjuk, hagyjuk az asztalnak lehűlni, és szakítsuk le az alkatrészt. Tisztítunk és szegélyeket készítünk.



3 mm-es fúró jött fel. A 2 mm-es szintén tökéletesen illeszkedik a vezetőbe. Nos, a 6 mm szintén nem jelent problémát.


Tehát most már meg kell oldani a szálat a problémával. De nem tudva, hogy az anyán melyik fonál van a dremel, a szerző úgy döntött, hogy különféle lehetőségeket választ. És annak elkerülése érdekében, hogy a szál illesztésekor minden alkalommal ne írja be teljesen a teljes projekt részletét, egy kis adaptert készítünk, amelyet a fővezetőhöz ragasztunk. Egy ilyen adapter mindössze 10 perc alatt kinyomtatható, két órával a teljesen kész útmutatókon. Az időkülönbség érzékelhető.
Az első két adaptert kinyomtatta. Általában ők nifiga nem mentek a dremel.


Ennek eredményeként az adapter csak a negyedik kísérlet során tökéletesen feltekert egy dremelre.



És most vezetõkkel ragasztható be a fõ részbe.
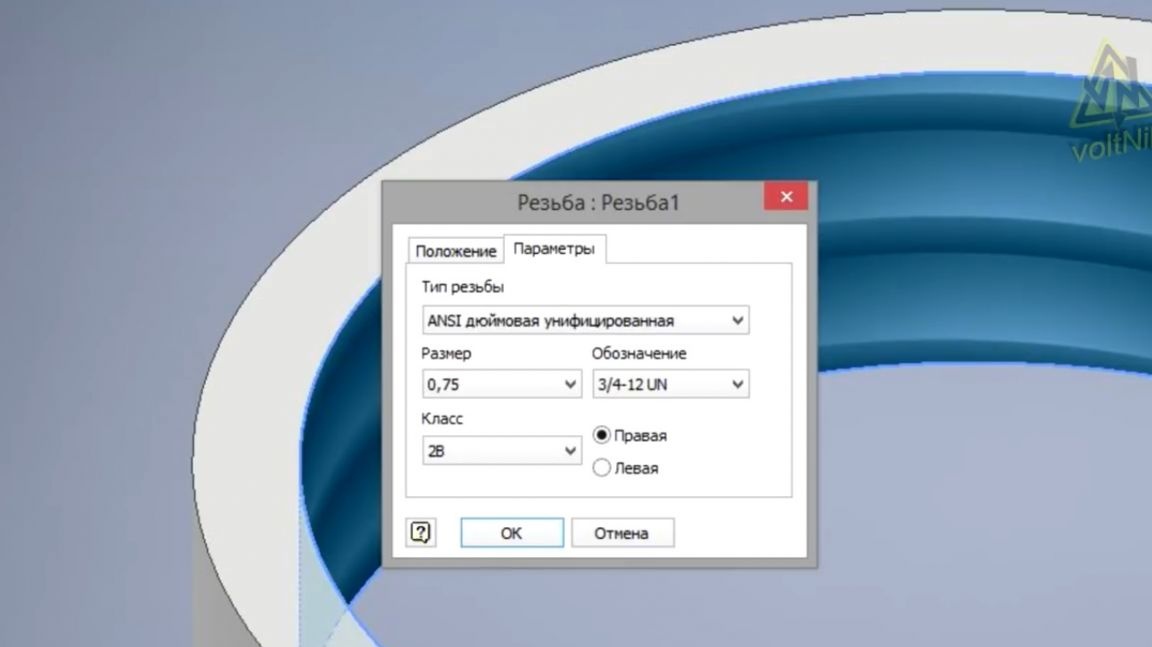
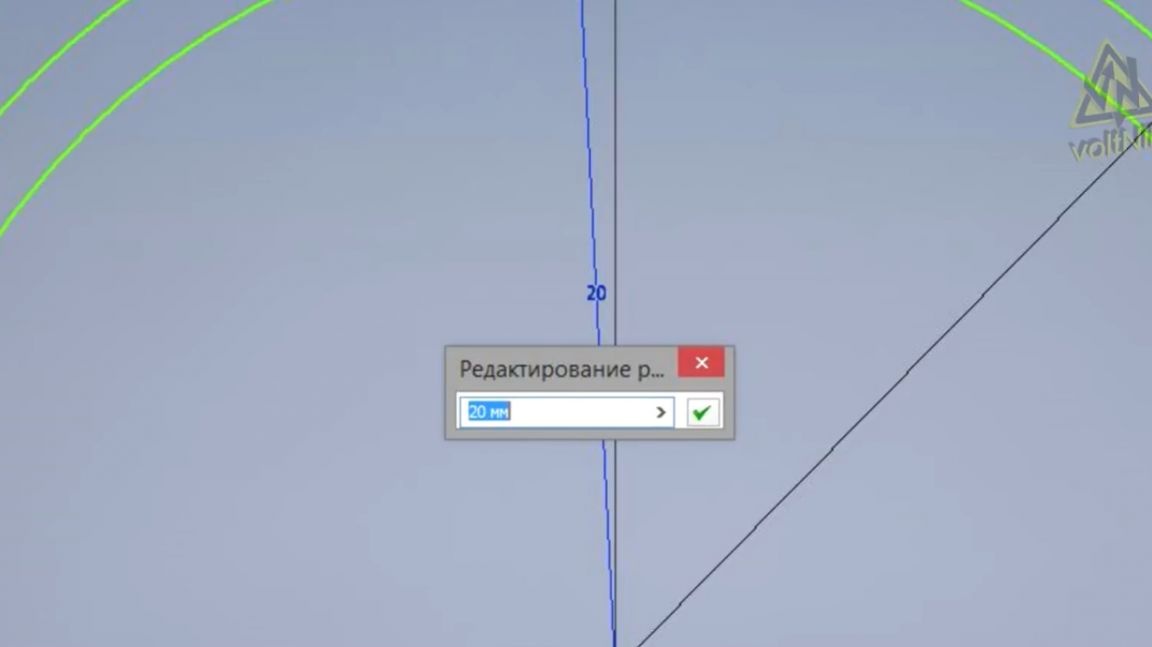
Ha valamilyen projektet tervez egy dremel anya számára, akkor 0,75 ¾ inch-es menetet kell használnia 12-es lépésekben. A menet bevezető hengerének átmérőjével 20 mm-nek kell lennie. Nem szokásos szálként 19 mm, hanem egy milliméterrel több, mivel a műanyag zsugorodik nyomtatás közben.
És most minden vezető élezésünket könnyen feltekerjük egy dremelre.


Ugyanezt csináljuk a második résztel is. Ide illesztjük az adaptert is.
De természetesen egy ilyen projekt nem teljes. A szálak ragasztásának szükségessége és mindez. Ezért külön került kidolgozásra egy teljesen független, ugyanazon fúróélező projekt.
Készítette egy tapasztalt tervező, minden szempontból, szépséggel és pontossággal.
Itt az útmutatók tömegesebbé válnak. A szeleteket vízszintesen készítik. Nos, a menetes hordozó szilárdsága is megnövekszik. Professzionális dolgozott, mit mondhatnék.

Általában véve ez a projekt szépen néz ki, mint a videó szerzői változatában. A részleteket kinyomtatjuk. És tökéletesen mentek a dremelhez.
A cikk alján található linkre kattintva, a videó alatti leírásban link lesz az archívumhoz. Ebben talál részleteket a 2-től 7-ig terjedő fúrók és 8-10 mm-es fúrókhoz, különböző szögben, 118 ° -ról 135 ° -ra.
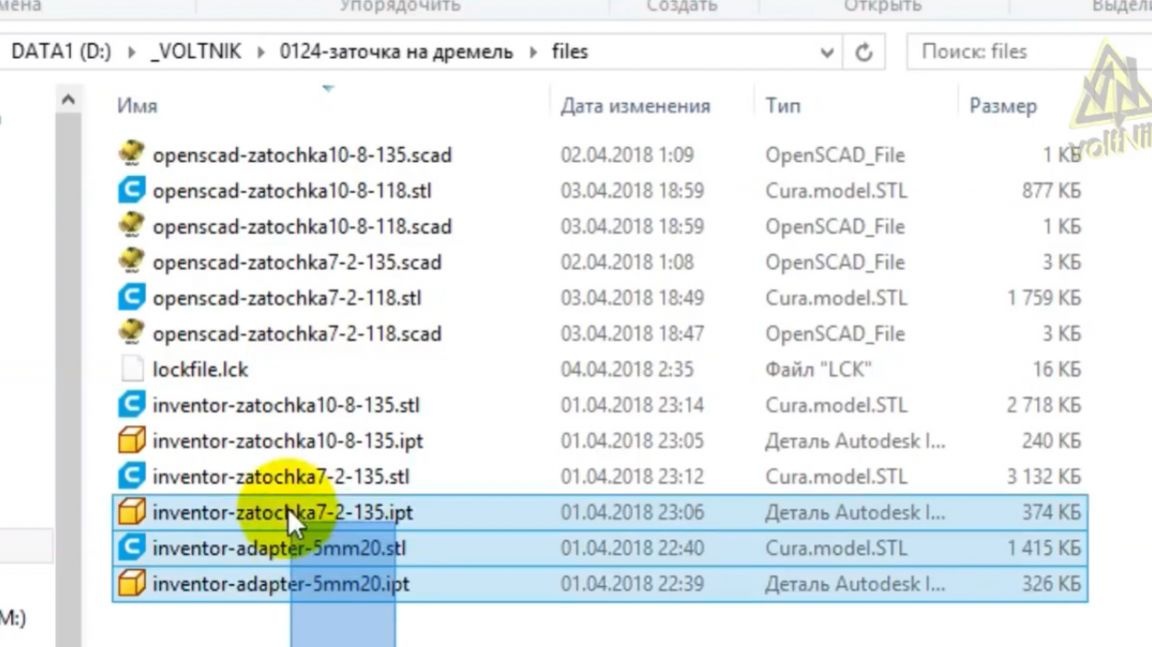
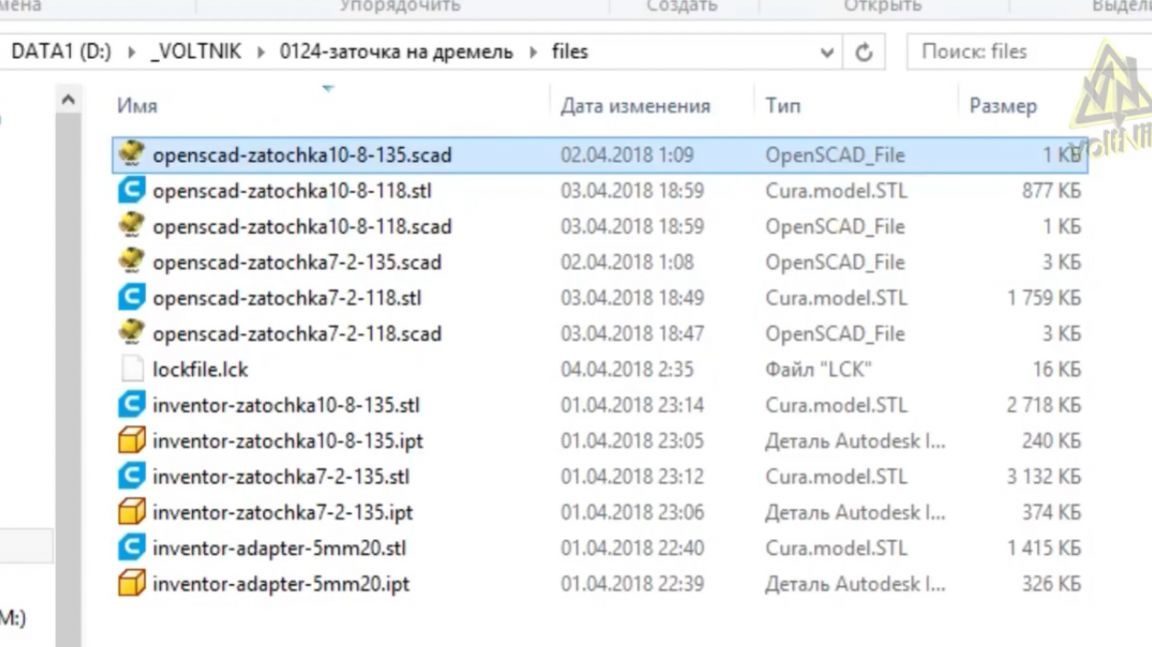
Emellett van egy külön ragasztott adapter egy menetes menetes csavarral. Az archívum tartalmazza a házi készítésű termékben használt összes program összes forrásfájlját.
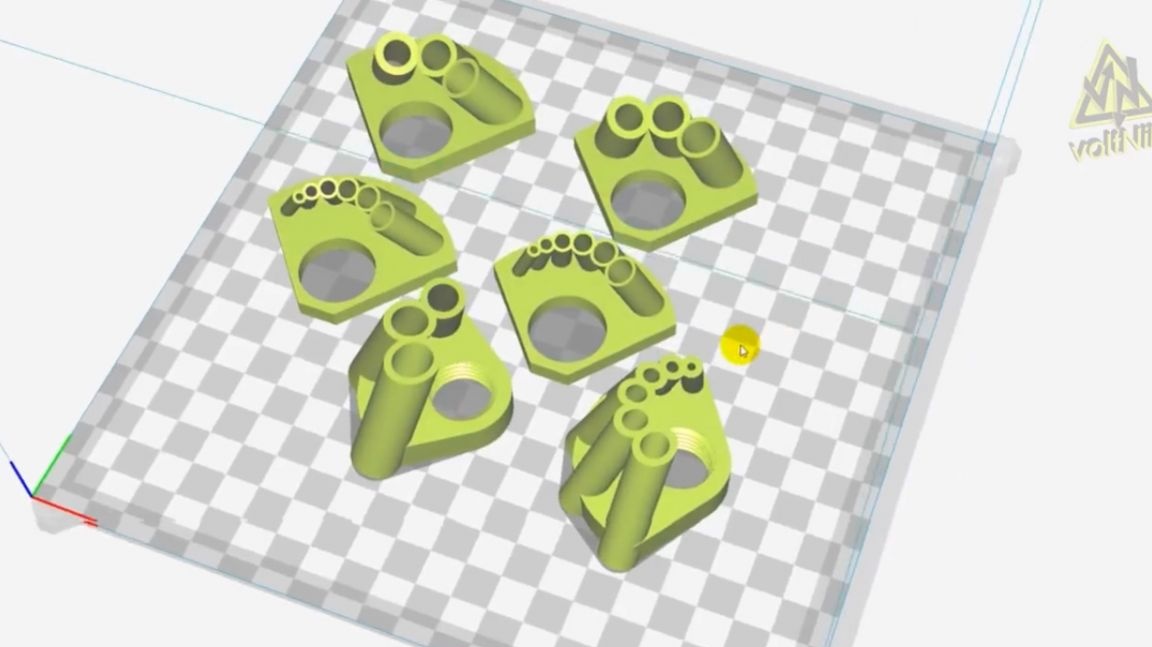
Nagyon pontosan kell kinyomtatnia a projektet, és ez fontos. A nyomtatás során a szerző 0,1 mm pontosságot határozott meg a műanyag 100% -os szilárdsági töltetével. Összességében kb. 2 óra vesz igénybe egy útmutató kinyomtatása. A nyomtató sebességétől függően a feltaláló által készített útmutatók tömegesebbek, és mindegyik körülbelül négy órán át nyomtat. A nyomtatás után útmutatókat kap a 2-10 mm átmérőjű fúrók élezéséhez.

Az archívumból származó forrásfájlok segítségével gyorsan elkészítheti a projektet az élezés bármely szögéhez. Ebben az esetben természetesen újra kell rendeznie a vezetőhengereket úgy, hogy nyomtatáskor a lehető legszorosabban legyenek elhelyezve.
Folytassuk az élezéssel. Az élezés fúróknál nem csak a különböző 118 ° és 135 ° szögekből áll, hanem különbözik a síkok számában is, amelyben az élezés megtörténik.



Ezen látható, látható különbség. A bal oldalt két síkban élesítik, a jobb csak az egyik. Nos, ezek feltekercselt ára bizonyosan több mint kétszer különbözik.
Ismételje meg a 2 síkkal történő élezést, nem sikerül. Ezért egy síkon élezzük. Az élezés során a fúrót nem lehet a tengelye körül csavarni.

Élesíteni kell, szigorúan egy síkban tartva. Ez könnyű hibázni.Ezért, ha szüksége van, akkor tegyen egy jelölőt, amely lehetővé teszi az eltolás megjelenítését. Először élezzük az egyik vágóélt, majd a másodikval.


Ennek eredményeként egyenes vonal lesz a két élező sík közötti érintkezés közepén. Miután kipróbálta a fúrót a műben, a szerző meg volt győződve arról, hogy most már újra dolgozhatnak.





Korábban még fadarabot sem vett igénybe, és számukra lehetetlen volt fúrni.
Köszönöm a figyelmet. Találkozunk hamarosan!
videók: