


Tehát a tetralogia utolsó része egy olyan eszköz létrehozásáról, amely karburátorgáz (benzingőzök) előállítására szolgál egy nagy asztali üvegfúvó égőben való elégetésére. Hadd emlékeztessem önöket, hogy ezt a teljes epikát a szokásos gáz helyett benzinnel több célra indították el. Mindenekelőtt a benzingőzégő égőjének hőmérséklete valamivel magasabb, mint akár a propánnál is (légfúvással), nem is beszélve a földgázról. Tekintettel arra, hogy az alacsony olvadáspontú üvegből történő üvegfúváshoz használt üreg egzotikusvá vált, és csak olyan üveg igényel magas hőmérsékletet (oxigén), amelyet az égőn kell feldolgozni, méltó feladat az magas olvadáspontú üveg hőmérsékleteinek elérése alternatív módszerek alkalmazásával anélkül, hogy a hengerekben oxigént használnának ( az oxigén teljes kicserélése úgy érhető el, hogy kis mennyiségű robbanógázt adunk az elektrolizátorból a benzingőzökhöz). Kellemes pillanat a kompakt folyékony üzemanyag szállítása az utaktól távol eső műhelybe. Van néhány kisebb pozitív pont, amelyeket már korábban említettünk.
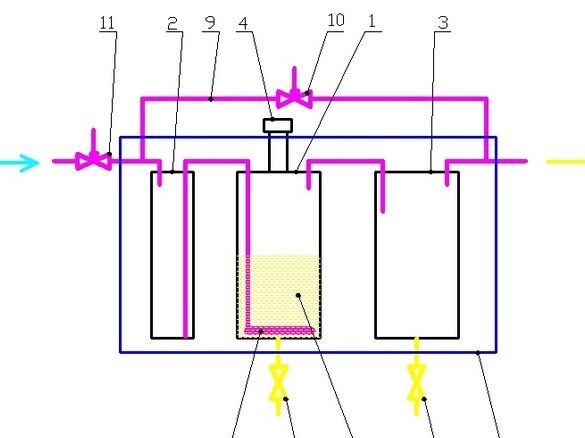
A készülék leírását, működésének algoritmusát és egy benzines csapda előállítását (2. tétel) az 1. rész, a buborékoló (1. poz.) Gyártását a 2. részben, a kondenzátor gyártását (3. tétel) és a három tartály csatlakoztatását a 3. részben ismertettük.
Tehát a készülékünk általában készen áll, és mindhárom tartályból áll, 1,2,3, a megfelelő fúvókákkal és belső felületekkel. A tartályokat összekapcsolják és összeforrasztják (forrasztják) óntartóra. A fennmaradó munkát az általuk követett sorrendben kell elvégezni: készítsen egy 12 dobozt, hajtsa végre és telepítse a 9 bypassot egy 10 túlfolyó tűszeleppel, bemeneti és kimeneti csövet készítsen és telepítsen (mindent, ami a dobozból kilép, a helyére kell felszerelni). Fűtőkábel felszerelése egy buborékfőzőre, tartályok behelyezése dobozba és utántöltés homokkal. Hőszabályozó telepítése.
Szerszámok, berendezések.
Minden csatlakozás forrasztással történt - kézi gázégőre van szüksége. Pad eszközök. Közepes méretű csiszolólap a forrasztási pontok csiszolására. A rézcsövek pontos vágásához kényelmesen használhat egy inga végfűrészt, vagy egy láncfűrészes gérvágó dobozt.Hasznos volt az elektromos daráló, pad-kengyel. A doboz gyártásakor körfűrészt, egy kis gyaluot és ugyanazt az ingafűrészt használtunk. Fúrógép, csavarhúzó. Néhány kapocs. Festéshez - ecset, edények.
Anyagokat.
Rézlemezeket és sárgaréz díszítéseket használtunk, rézcsövek 15 mm, átmérője 18 mm. A speciális pólók és csatlakozók egy réz vízcső részei. Két kis tűcsap, vasdarabok a régi vízvezeték-szerelvényekből. 3. ón-réz forrasztás, folyadék hozzá. Brush. LKM, pamut rongyok. Ragasztó - asztalos PVA.
Szóval Felvette a dobozt. Előkészített fa - a kerethez, erős, gyantás rúd csomók és hibák nélkül, a burkolatok burkolatához. A vázrúd le volt fekve. Csatlakoztam „a fa felében” az asztalos PVA-jához, egy nagy asztalos négyzettel ellenőriztem a négyszög téglalapját, szorítóval rögzítettem egy lapos asztalra. A képen szárítókeret van, két darab egymás felett.


Szárítás után megkezdi a burkolatot. A megfelelő hosszúságú táblákat és díszítőelemeket 12 ... 15 mm vastagságig gyalultak át, méretre vágták, furatokkal rögzítették a csavarokat, csavarokkal csavarozták meg. Vágásokat végzett a kiálló kiömlőcsövekhez, a jövőben ezeket további vékonylemezek borítják.
Majdnem kész doboz, a szállító fogantyúk tokja. Tollként úgy döntöttek, hogy a doboz végének utolsó (felső) deszkáját adaptálják. Ehhez kivágta a megnövekedett vastagságukat, hogy kényelmesebb legyen a kezével tartani, és ahhoz, hogy szépen dokkoljuk a „fogantyú” alját vékony béléssel, kúp alakú nyersdarabot kellett készíteni.



A fogantyú megjelölése után egy nagy (40 mm) átmérőjű fára fúrtam a kéznyílás széleit egy tollfúróval, a lyukakat elektromos szúrófűrészeléssel összekapcsoltam, a nagy fúrókat csiszolószövettel csiszoltam.



A tollak helyére helyezése után megjelöltem az oldalfalak fennmaradó üregeit, levágtam a felesleget, csavarokkal csavaroztam be. Az utolsó illeszkedés, úgy tűnik, hogy minden illeszkedik.
A kész dobozt fanaticizmus nélkül csiszolják, hígított lakkkal alapozzák és többrétegűen PF-115 zománccal festették, fűzöld színben, a felvetett szálak közbenső csiszolásával finom vagy dörzsölt csiszolócsiszolópapírral. Amíg a festék megszárad, megteheti a fennmaradó vasdarabok gyártását és telepítését.


Készítettem és forrasztottam a tűhöz tartozó csaptelepeket a környező vasalásba - azok szokásos meneteit, amelyek célja a gyűjtők meghúzása, tisztítottuk dróthússal, ón-réz forrasztással ellátott gázlámpával és speciális fluxuspasztával ehhez a forrasztáshoz. Levegőtömlő csatlakoztatása - Gyors leválasztás alapja a spirálpneumatikus narancssárga tömlő. Rézcsövek egy 15 és 18 mm átmérőjű vízellátó rendszerből, jó lenne ezeket a speciálisan ehhez kínált szabványos alkatrészekkel - csatlakozókkal, szögekkel - összekapcsolni, de típusuk közül csak kevés volt elérhető - pólók, csatlakozók, dugók. Ki kellett mennem. A 90 fokos szöget egyedül csináltam - a csövek végeit 45 fokos szögben vágtam le a végfűrészre (legalább használjon védőszemüveget!), Majd a sztrippelés és a fluxus felhordása után vörös téglára tesszük és égetővel megforrasztottuk. Ne felejtse el meleg vízzel öblíteni a folyadékot - savas folyadékkal. Ha a közelben több helyet forrasztunk, akkor az általános alapelvből indulunk ki: előbb masszív alkatrészeket forrasztunk, majd kevesebbet, tehát kevésbé eshetünk előző forrasztásra, még akkor is, ha ugyanazzal a forrasztással forrasztunk. Ha a forrasztott részek átmérője lényegében nem esett egybe, akkor a szükséges mennyiségű réz, korábban jól lezárt huzal, átmérője körülbelül 0,4 ... 0,5 mm volt a túlsúlyban. Forrasztás előtt a csaptelepeket a lehető legnagyobb mértékben szétszereltem, hogy ne hevítsem fel a műanyag csavart és a gumi tömítéseket. Ne felejtsd el gyakrabban kipróbálni a csöveket a szolgálatnál, hogy a gondolkodásmód hiánya miatt, amint azt az orosz rasta mondja: „ne zavarják meg az oldalakat”.


Végül forrasztja meg az elkészített anyagot a rendelkezésre álló pólók felhasználásával. A réseket a huzaltekercs is kompenzálja. Ha megkerüli a töltőnyakot vagy kissé a fölött, annak csapjának ki kell derülnie a homokágyból. Csövét kissé meghajolja a függőleges tengely felé, hogy ne akadályozza meg a töltőnyakhoz való hozzáférést.


A kimeneti csőben hely van elrendezve a lángcsökkentőhöz, amely megakadályozza a láng bejutását az eszközbe a „hátrányos ütésből”. Telepíteni kell az ilyen típusú lángcsökkentőket - az edényekben az üzemanyag kész keveréke oxidálószerrel és a láng belépése súlyos következményekkel jár. Szerencsére a benzingőzök égési sebessége viszonylag alacsony, és a csőben lévő réz „zagy” garantáltan méri a lángot. A kimeneti csőben a menetes résztől a sarokig térfogatú lesz. Annak érdekében, hogy a huzaltömítés nem mászjon ki a kívánt helyről, a cső elforgatásához keresztirányú ütközőt forrasztunk - egy darab vastag sárgarézhuzal. Egy 0,5 hüvelykes menetet forrasztunk a cső kimeneti végére a vízcsatlakozókból - egy réz “excentrikus” a fürdőkeverő készletből. A nem szabványos szöget az előzőhöz hasonlóan készítjük a kényelem érdekében - ha a karburátort balra a bal alsó részre, az asztal alá helyezzük, a kimeneti tömlő kevésbé hajlik.

Kötelező lépés egy szivárgásvizsgálat. Teljesen összeszerelt csatlakozókkal ellátott edényekben meglehetősen egyszerű - dugja be a kimeneti csövet egy szokásos vízvezeték-dugóval, zsírozza be a dugócsapokat, vágja ki a rugalmas töltőcsíkot. A kompresszort csak az eszköz bemenetéhez kell csatlakoztatni, és több légkör felszivattyúzása után szappanos habbal járni a varratok mentén. Jelölje meg a levegőszivárgás és a forrasztás helyeit mosás és szárítás után. Hasonlóképpen ellenőrizze az eredményt.
Itt volt a készülékemmel egy baleset - amikor körülbelül négy légkört szivattyúztak, egy héjat szakítottak le a buborékfedélről. Talán volt egy kis hiba a fedél gyári sajtolásában - repedés az erős hajlítás helyén. Lehet, hogy a sajtolás előtt hiányzik vagy nem elegendően hevített. Rajta egy repedés, a fedél leesett. Ugyanakkor a tartály „kinyílt”, az egyik csövet egy szomszédnak szakította meg, és kissé meghajolta az alapot. Számos kísérlet történt a javításra, de lehetetlen volt az eszközt pontosan, és ami a legfontosabb, megbízhatóan visszaállítani, jelentős leszerelés nélkül. A készüléket kevésbé kritikusan helyezték el, mint az üzemanyagtartály használata.
A baleset eredménye általában túlzott volt a bizalom, és szignifikánsan kevesebb nyomás volt elegendő a szappanbuborékok tömítettségének ellenőrzéséhez. A készülék normál működése során az edények belsejében lévő nyomás nem haladja meg a légköri nyomást, és a „fordított lángroham” (rézhálók, „sár”) elleni ismert intézkedések megtételével az edények nagyon vékony anyagokból készülhetnek.