
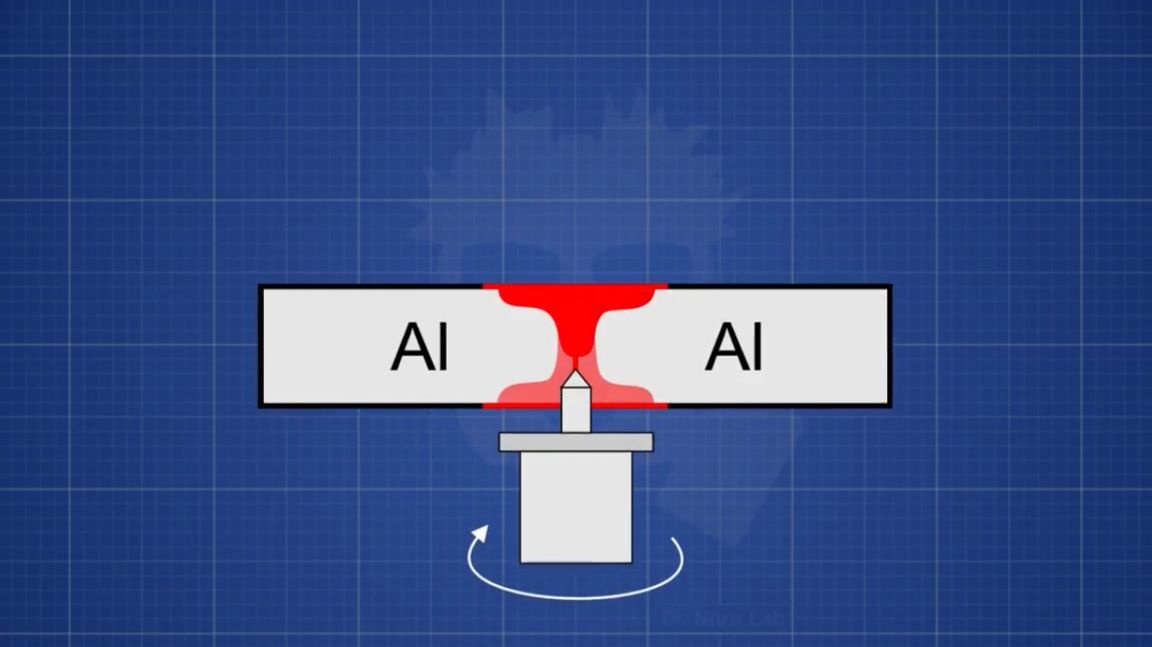
Az alumínium elég könnyen megolvad, és súrlódás révén könnyen elvihető a kívánt hőmérsékletre. Az úgynevezett "súrlódó hegesztés" ezen alapszik.

A fúvóka forgása miatt a munkadarab anyagát felmelegítik, megolvasztják és összekeverik, így elválaszthatatlan kapcsolatot létesítenek. Lehetséges otthon feltételek minimális szerszámokkal, hogy valami ilyesmit megcsinálhassanak? Nézzük meg!
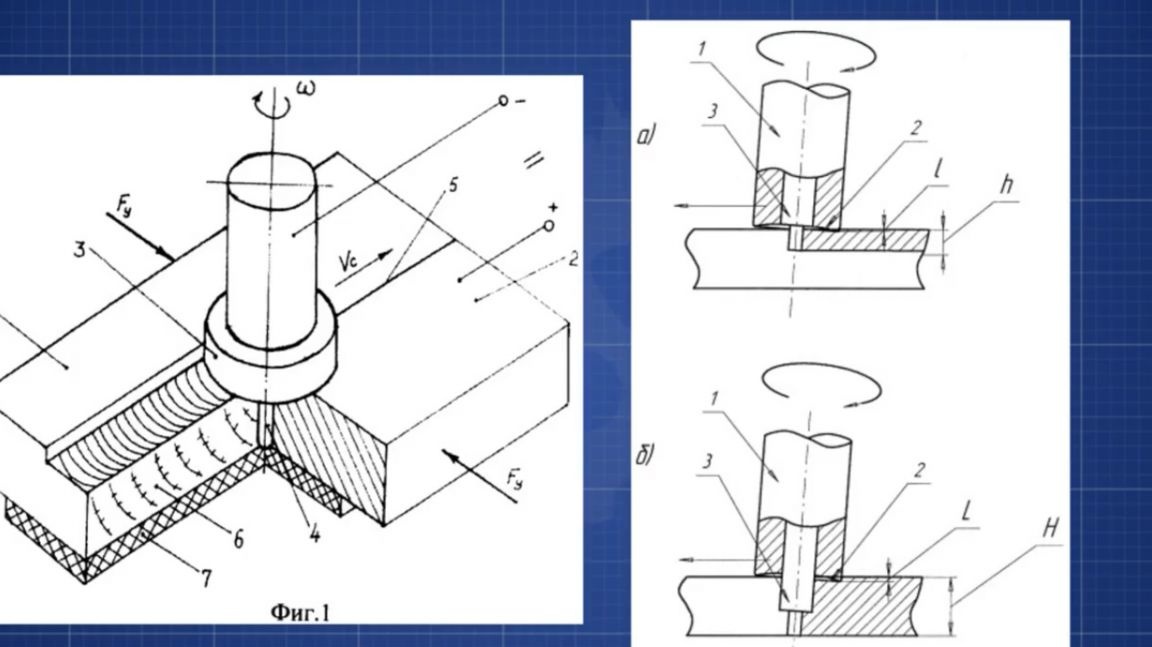
A rajzok megvizsgálása után a mester készített egy ilyen egyszerű dolgot:






M4 csavar, két közönséges anya és egy harmadik anya sajtóalátéttel. A csavar kiálló részét egy kúpon kell élezni, és magasságának meg kell egyeznie a munkadarab vastagságával. A mechanikus hegesztés valójában poszt-apokalipszis technológia)))
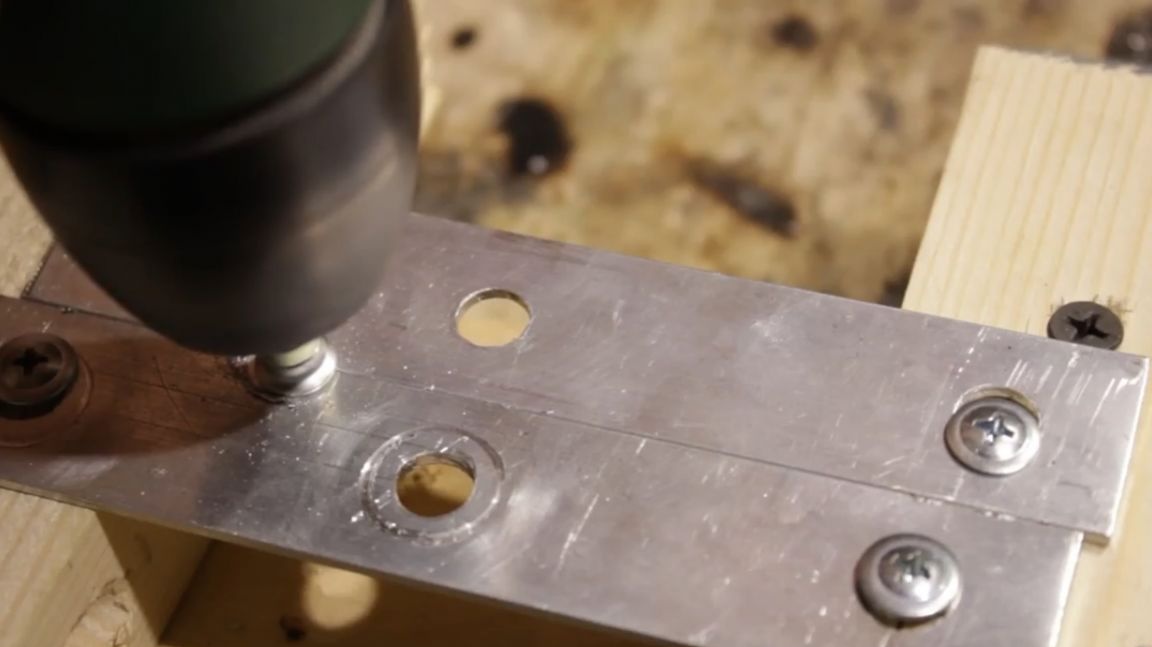
A nyersdarab két darab, 2 mm vastag alumíniumcsíkból áll. Először próbálja meg rögzíteni azokat úgy, hogy a lehető legkevésbé érintsék meg a felületeket.




Rögzítjük úgy, hogy szorosan egymáshoz legyenek nyomva, és fúrunk egy lyukat, ahonnan kezdjük.

Az első kísérlet után az eredmény nem lenyűgöző. Látható, hogy sikerült néhány milliméterrel előrehaladnunk a kereszteződésen, de a folyamat nagyon nehéz.


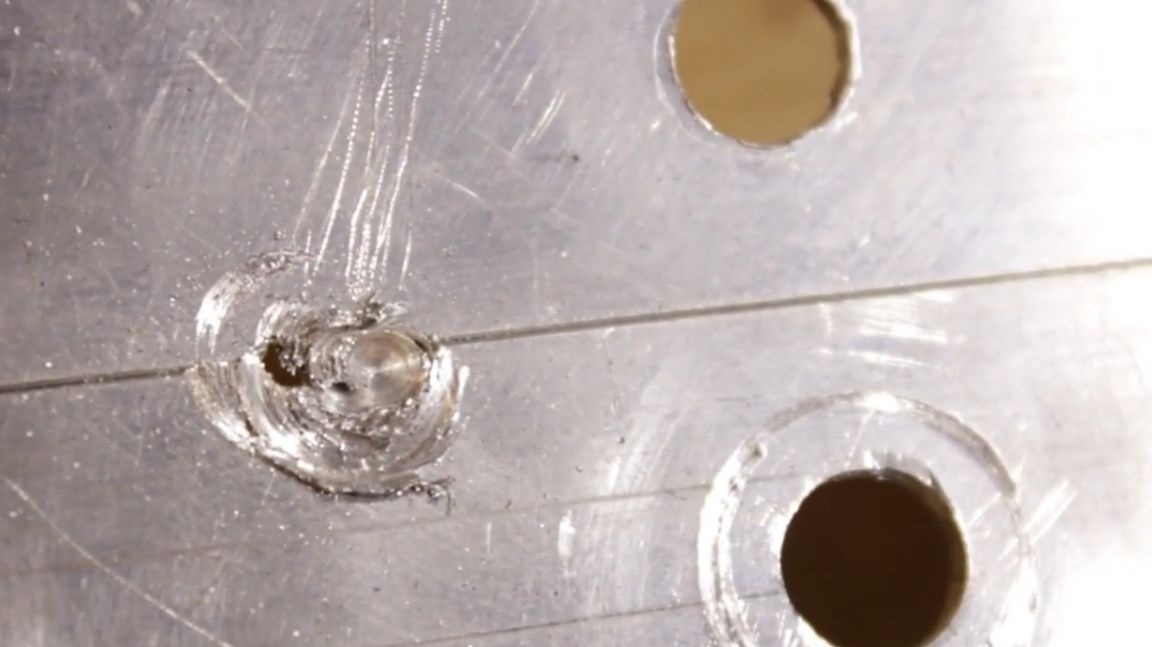
A fúvóka felületét vízszintesen kell kiegyenlíteni, és a kiemelkedést nem kell vastagvá tenni. Minél simább a felület, annál jobban tapadnak a fémek és annál erősebb a súrlódási erő. Így történt a végén.



A második kísérlet során először úgy tűnt, hogy minden jól indul, de aztán a fúvóka éppen csak oldalra indult, és a varrás meghibásodott.


Harmadik alkalommal úgy döntöttek, hogy a munkadarabokat úgy rögzítik, hogy a lehető legkisebb legyen hajlítva, mert ezt megelőzően a szerző észrevette, hogy a kanyar valóban akadályozza a forgó fúvóka normál nyomását nekik. És mégis el kell végezni egy kis rést, hogy könnyebb legyen a szerszám irányítása.




Ennek eredményeként megint nem kaptunk rendes varratot ...
Ezúttal megtisztítjuk a hegeszthető alkatrészek felületét. Vegye ki a kisebb munkadarabokat és rögzítse azokat biztonságosan, hogy azok gyakorlatilag ne hajljanak és ne legyenek rések között, minél tömörebben illeszkednek a munkadarabok, annál jobb.



Eleinte a fém hosszú ideig felmelegszik, de aztán a folyamat észrevehetően gyorsabb. És amikor a munkadarab fémje és a fúvóka eléri az üzemi hőmérsékletet, akkor a hegesztés úgy kezd végbemenni, mint az óramű.





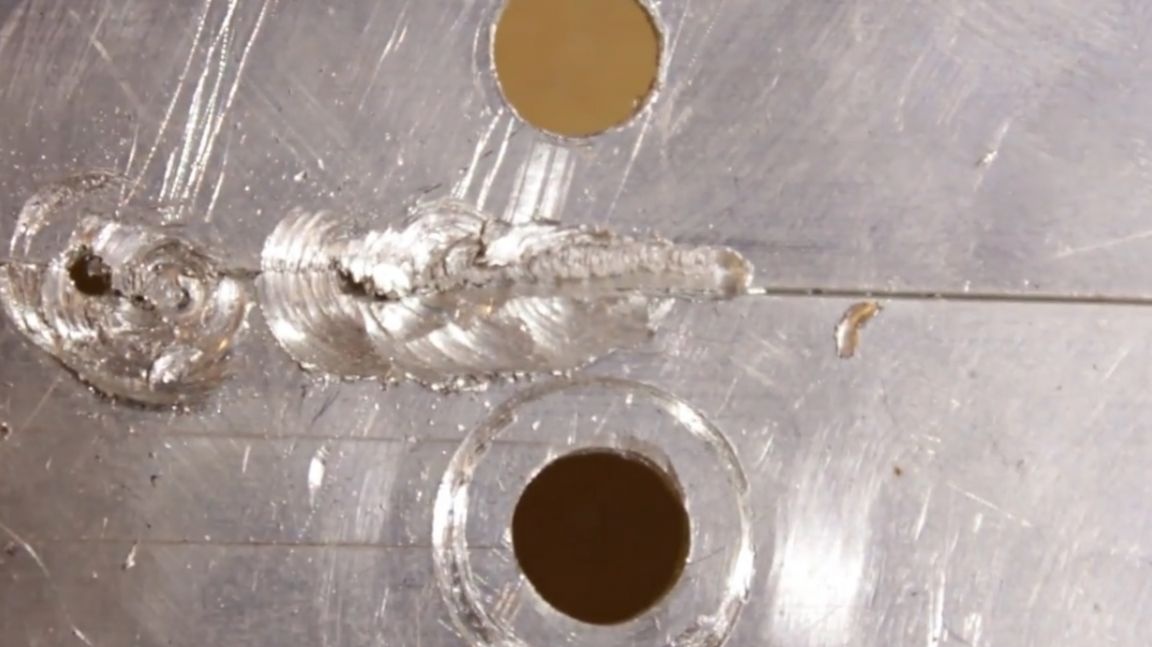
Nézd, először láthatod, hogy a fúvóka hogyan sétált az egyik oldalról a másikra, aztán simán ment és nagyon szép varratot hozott létre.
Kívülről a fém hegesztett volt, de hátulról egyértelmű, hogy a varrás nem túl magas minőségű.

A töréshez a kapott varrás elég erős volt, és nem tudta megtörni a kezével. Ám ellentétes irányban a varrás könnyen megbukott.




Mivel a fém nem forródott mélyen, a felső réteg megolvadt és jól megkevert, míg a belső réteg nem.
Ezután elkészítünk egy újabb, nagyobb átmérőjű fúvókát, és megpróbálunk hegeszteni két, az acéllemezhez rögzített alumíniumdarabot.



De annak ellenére, hogy az előformákat előmelegítették gázzal, még mindig nem volt lehetséges hegeszteni őket, a fúvóka egy helyre ragadt és nem ment tovább, látszólag ilyen mennyiségű fémhez nagyobb fordulatszámra van szükség, ez a fúró csak 3000 fordulatot hoz létre.
A súrlódás miatt hegesztési eljárás egyrészt nagyon egyszerű, másrészt nagyon bonyolult, mivel a technológia be nem tartása miatt nehéz jó eredményt elérni. Két jól megmunkált hegesztéshez gondosan meg kell tisztítani őket, és szorosan egymáshoz kell nyomni, majd a varrás egyik oldalára, majd a hátoldalára hegeszteni kell.


Mivel a munkadarabok szorosan illeszkednek egymáshoz, a fém nem reagál a levegővel és nem képződik oxidfilm. A kapott varrás szép és elég erős lesz.
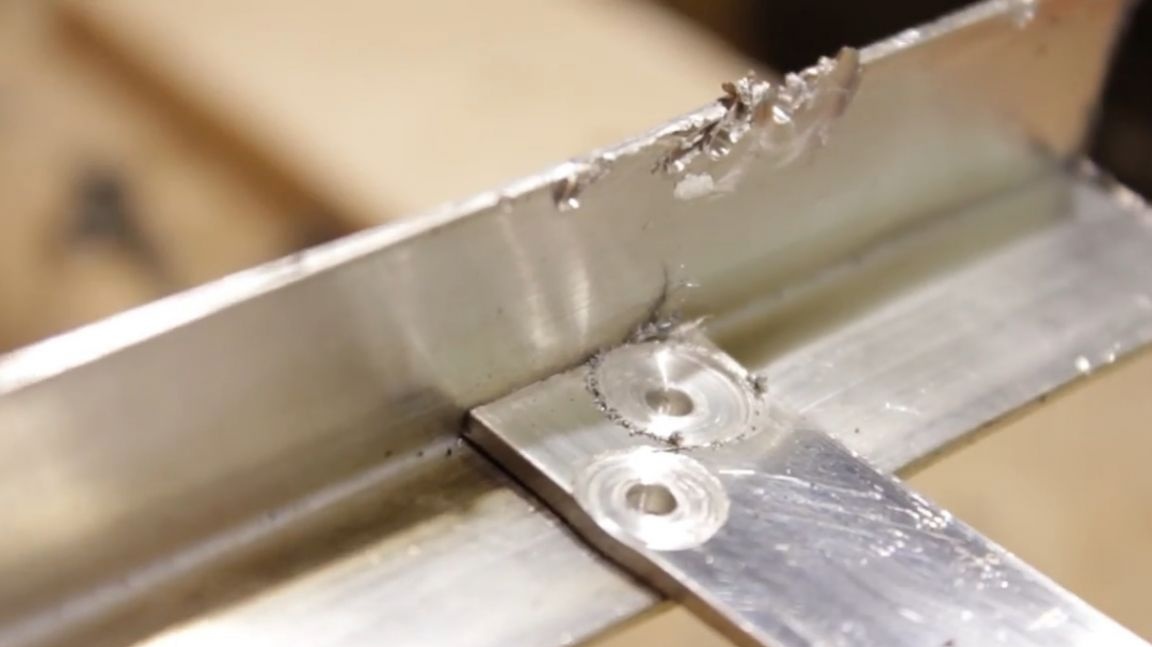
A varratok mellett ponthegesztés is van! Fúvókát készítünk kibővített kúpmal, magassága megegyezik a két darab vastagságával, a legvastagabb részben a kúp 3 mm-es, a végén pedig 1 mm-es.

Az összekapcsolható részekben előre fúrunk lyukakat, átmérőjük 1,5 mm.

Ezután süssük őket ilyen fúvókával.


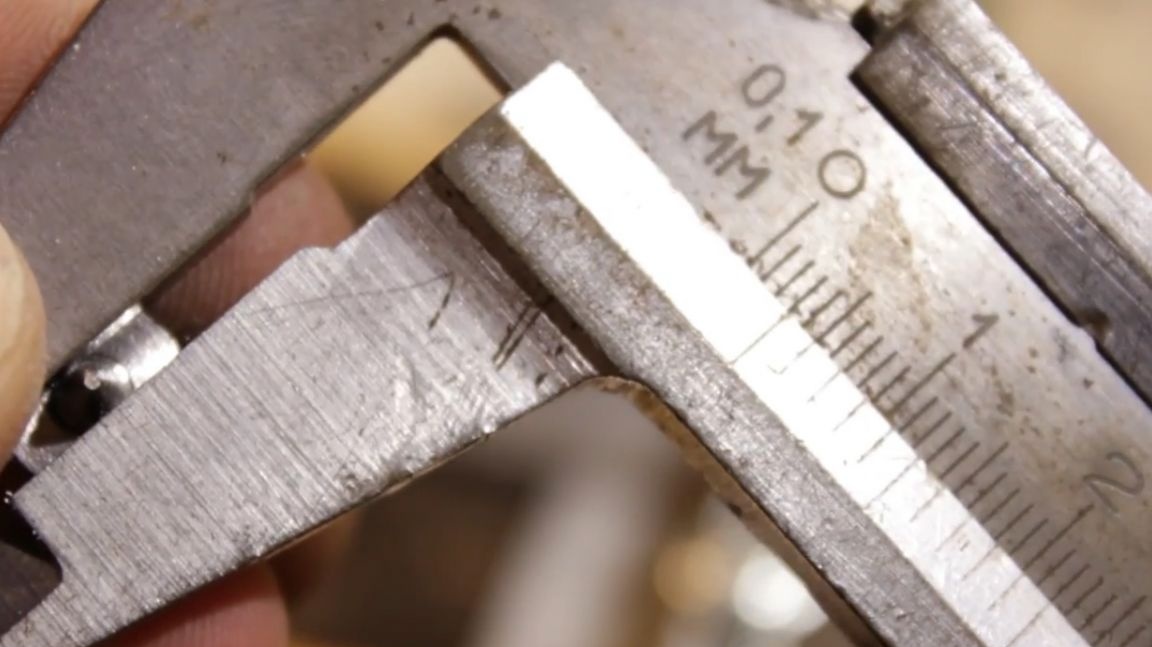
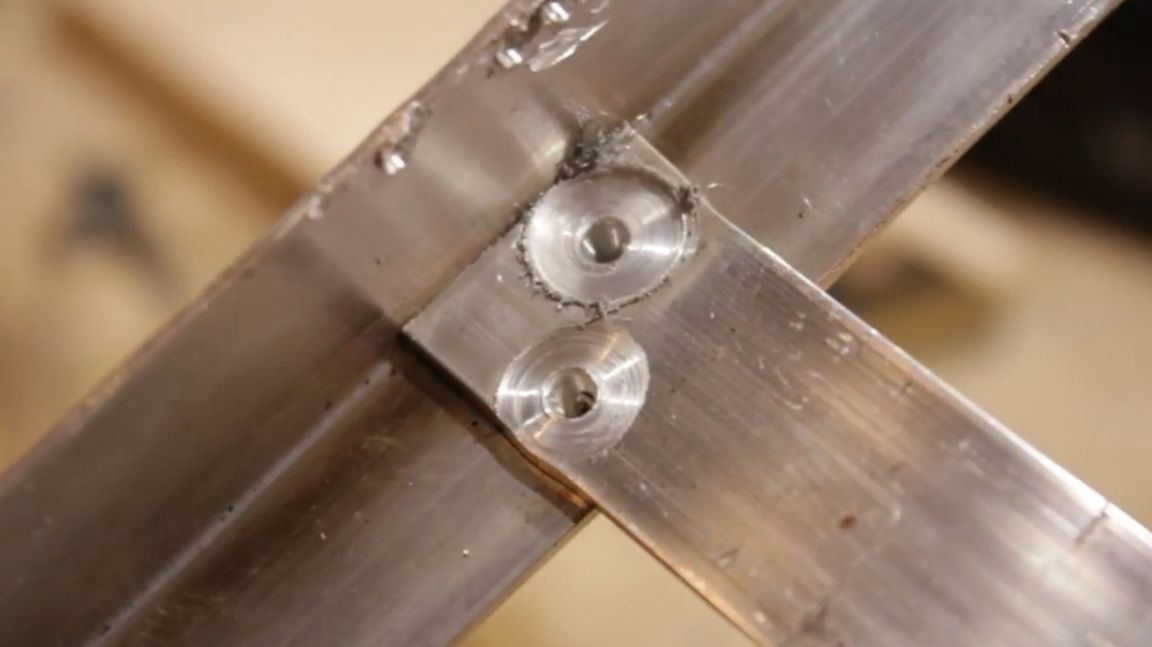
Az egyik lyuk kissé jobban felmelegszik, a másik kissé rosszabb. Amíg a munkadarabok forróak, többször áthaladhat a lyukakon, és még jobban megolvaszthatja azokat. Így néznek ki a lyukak hegesztés után, egy kicsit mostak, és az alább látható egy olvasztott alumínium csepp.

A mester létrehozott egy ilyen szerény tesztpadot, és most ellenőrizni fogjuk a kapott kapcsolatot, hogy milyen terhelést képes ellenállni.


Rögzítünk egy öt liter palackot a csatlakozás közelében, és lassan, fél liter vizet öntsünk a palackba.
Úgy tűnt, hogy már három kilogrammnál később a kapcsolat szétesik, de ott volt! A csatlakozás 5 kg-ig ellenállt!




Ezt követően a mester úgy döntött, hogy megvizsgálja, hogy képes-e még nagyobb teherbírást viselni, és mozgatható hurkot készített.


Tartsd, tartsd! Heh heh heh heh!


Várj! Ezt. valamiféle paradoxon! Feszült pillanat!

Tartja ... Nos, mi az! És? Megszakad itt? És? Ijesztő))

Nem, nos, ez a határ! 5 kiló! A szélén! És ez a két kis pont tart! El tudod képzelni? Nos, uraim, mérnökök, akik általában a sopromatot tanították a Politechnikában? Mondja meg, mi a kar itt, és mi az erőfeszítés e két pont lecsökkentésére?
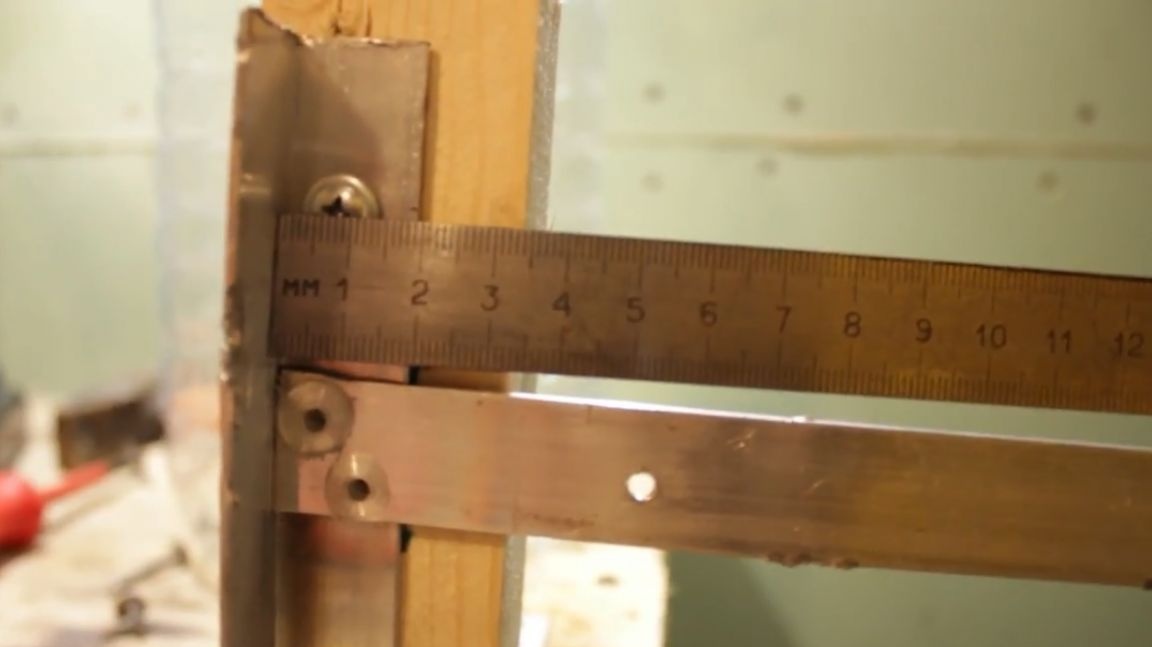

A terhelés 19 cm-re van egymástól, a szerző nem számított ilyen eredményre. Úgy tűnt, hogy a legelején leesik, valószínűleg három kilogrammal. Sajnos a varrat nem állítható elő ilyen egyszerű kézműves körülmények között. Ha lenne legalább egy fúrógép, akkor harcolni lehetne. De egy fúróval egyszerűen, tisztán fizikailag nagyon nehéz tartani a helyén. Folyamatosan próbál el úszni valahol. Az egyik, majd a másik irányba húzza. Nagyon nagy ellenállás, ez az alumínium annyira viszkózus. A foltos hegesztés általában jó volt. Ez csak valami csoda, komolyan!
Nos, mindazonáltal szükség van rá, hogy elárasztja! Kalapács 800 gramm. 800 gramm! A teljes tömeg 5800 gramm!

Mi más van nekünk nehéz, ami nem kár?

Tehát 10 kilóval kezdjük. A lényeg az, hogy ne essen ujjaira.

Nem, nos, elvben - logikus, logikus, hogy nem esne ilyen távolba, de valójában nehéz.

Már a szalag oldalra hajlik. Ennyi!

Kiderült, hogy jobb a főszegetet főzni, és a helyén maradt. De az alsó felugrott.


Köszönöm a figyelmet. Találkozunk hamarosan!
A szerző videója: