
Ma átjutunk a távoli Barnaulba az ékszerműhelybe, ahol Timothy a lehető leg részletesebben megmutatja, hogy a gyűrű speciális rajongói verzióját hozták létre az AlexGyver csatornához.

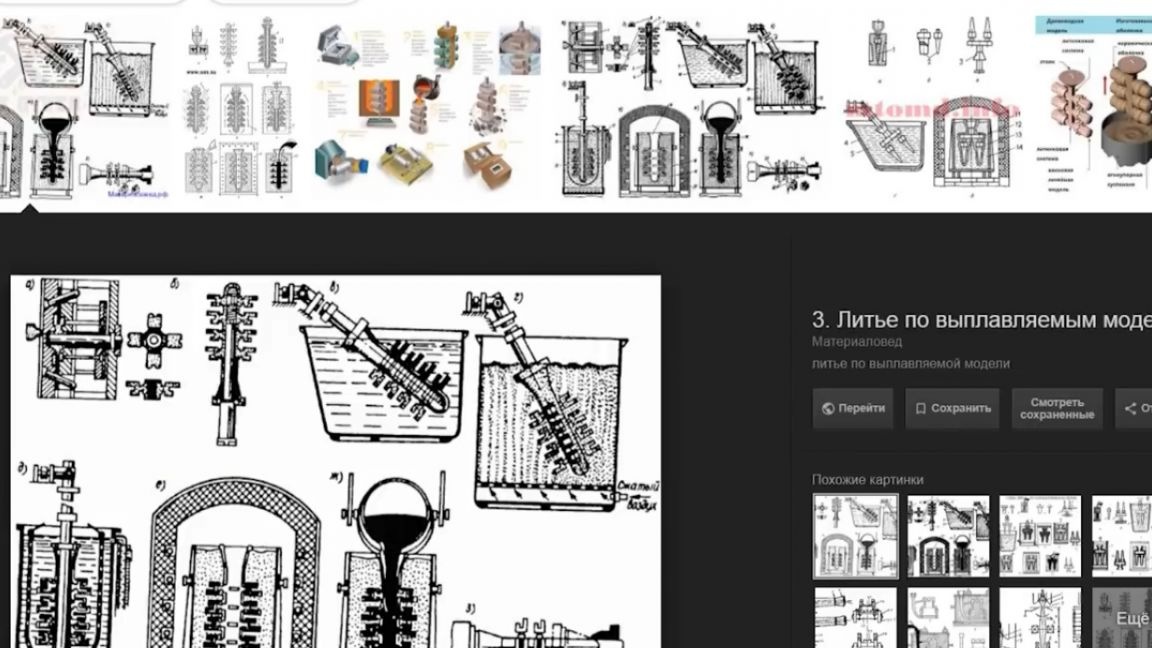
A térdig érő ékszerekben a leggyakoribb gyártási módszer a viaszvesztes viaszöntés. illetőleg a modell először viaszból, az úgynevezett viaszból, majd a penészből készülnek. Viaszok gyártásához használt modellezéshez használt vásárolt ékszer-viasz. Kényelmesebb a viaszdarabokkal kezdeni a munkát, amelyek egy körből készülhetnek, amelyet úgy kapunk, hogy viaszt öntünk egy fólialapra.

Forrasztópákaval ellátott viaszt felhordnak a gyűrűhöz szükséges átmérőjű fémujjra. Az ujj fóliába van csomagolva a viasz későbbi eltávolításához.
A viaszfaragáshoz metszőfogakat használnak, Timothy-ban házi készítésűek. Széles és lapos nagy mennyiségű anyag eltávolításához és forma létrehozásához, egy tű a finom munkához és a metszethez, valamint egy cső alakú kanál az univerzális munkához és a viasz lerakódásához, amelyek később bemutatásra kerülnek.


A munkadarab feldolgozási sorrendje a következő: először távolítsa el a viasz zsugorodásának felesleges vastagságát. A chipeket felhasználják a további modellezésre, a modell felépítésére ott, ahol szüksége lesz rá. Aztán elkezdi magát a viaszfaragást, a betűk és a minta megjelölését. Mint tudod, ez művészet, és ha nem neked adják meg, akkor semmilyen utasítás sem segít. A fröccsöntés és a modellezés kreatív folyamat, ám ugyanakkor a modern technológia korszakában ezt a szakaszt ki lehet ugrani a modellek 3D nyomtatóval történő nyomtatásával.



A kép és a betűk megjelölésekor a vonalak fokozatosan elmélyülnek, és a felesleges töredékeket eltávolítják a háttérből. És meghatározhatatlan idő elteltével a modell hasonló lesz ahhoz, amit láthatott volna az AlexGyver csatorna szerzőjének ujjain. Ezután a vasujját eltávolítják, a fóliát is. Az alábbiakban választható eljárás a forma előállításához a modellből. A forma lehetővé teszi a viasz gyors elkészítését és a modell másolatát, például rajongók számára. Ugyanakkor, akár egyetlen termék gyártásánál is, egy viasz biztosítja az egyik forma kialakítását, és hogy ne csavarja fel, akkor mindenképpen benyomást kelthet a játékra vagy programra.
A modell folyékony gumival öntik, például a PentElast-718-at, amely epoxidként működik és katalizátor hozzáadásakor kikeményedik. A benyomást keltő forma gyurmából készül. A kis alkatrészek átvitelének javítása érdekében a viaszt gondosan bevonják gumiba, majd belemerítik az öntőformába. A kikeményedés után a lenyomatot megtisztítják, és minden szétszerelésre kerülnek, a benyomást elvágják.



Mostantól a viaszt ismét beleönthetjük az öntőformába, közvetlenül megolvasztva és forrasztópáccal hengerelve. És kapsz egy másik modellt, amely természetesen kis finomítást igényel, de mindenesetre százszor gyorsabb, mint egy új darabolása. Mellesleg, az öntőformából nyert példányt fémgyűrű készítésére használják. Megkezdődik a forma előkészítése. A sablont huzaldarabokra rögzítik puha viasz vagy gyurma féltekéjén. Később a penészben csatornává válnak a fém kapuk számára. Ennek a gyűrűnek az átmérője legfeljebb 1,5 mm lehet. Az öntés hosszú és energiaigényes folyamat, ezért több formát öntünk egyszerre és mindegyik több modellben.



Az olvadt viasszal felszerelt tálból a viaszt eloszlatják a láncokon, hogy összekapcsolják őket. Ez szükséges a párolt fém megfelelő áramlásának és kristályosodásának biztosításához. Az alábbiakban bemutatjuk az alakítás (vagy az öntés) folyamatát. A kapott öntödei fát meg kell mosni a szennyeződésektől és a zsíroktól, és rögzíteni kell egy acélcsőben, ahol tűzálló gipszel töltik meg. A cső keret, úgynevezett lombik.
A modelleket galagonya tinktúrában, szappannal, majd tiszta vízben mossuk. Maszkolószalag használatával a csőfalai emelkednek. A gipszet az utasításoknak megfelelően nevelték el.
Nem elég csak kitölteni, teljesen el kell távolítania az összes buborékot, különben az olvadt fém kitölti őket, majd a terméket egy csomó apró golyó borítja, amelyeket nem lehet mindenhol eltávolítani, és a modell képe megsérül.

A szivattyú kiszívja a levegőt a motorháztető aljáról, és a munkalap excenterrel rezg a motorból. Így az összes buborékot kiüti és kipufogja a gipszből. A gipsz időben keveredik, mert az eljárás súlyosan korlátozott. A gipsz nem csak a szennyeződés megszárad. Dagasztás közben folyékony és önt, mint a kefir, de 8-10 perc elteltével megkeményedik, mivel kémiai reakció következik be benne. Ha tovább keverjük ebben az állapotban, akkor általában zabkása marad örökké.
Vákuumban a gipsz forr, levegő távozik belőle. Először magát a tételt evakuálják, majd öntik a lombikokba, és ismét vákuumban vannak. Mindezt 8 perc alatt el kell végezni. A lombikban a gipsz ismét felforr és felmelegszik, ehhez ragasztószalagra van szükség. A lombikot a tetejére öntik, és a gipsz ki tud folyni. Egy vagy két órával az öntés után a gipsz már szilárd, mechanikusan megmunkálható.
A lombikot kinyomtatják, a ragasztószalagot eltávolítják, a betét ellátva gyurmával van ellátva, és a huzalt kihúzzák. Ez megnyitja a modellhez vezető hajtókarokat. A rajzsablonok már teljesítették küldetésüket, és formájukra továbbították a vakolatot. Ez minden, nincs visszafordulás, a viaszmodell viaszpocsássá alakul, most el kell távolítania a vizet az űrlapoktól, ott csaknem egyharmada van.
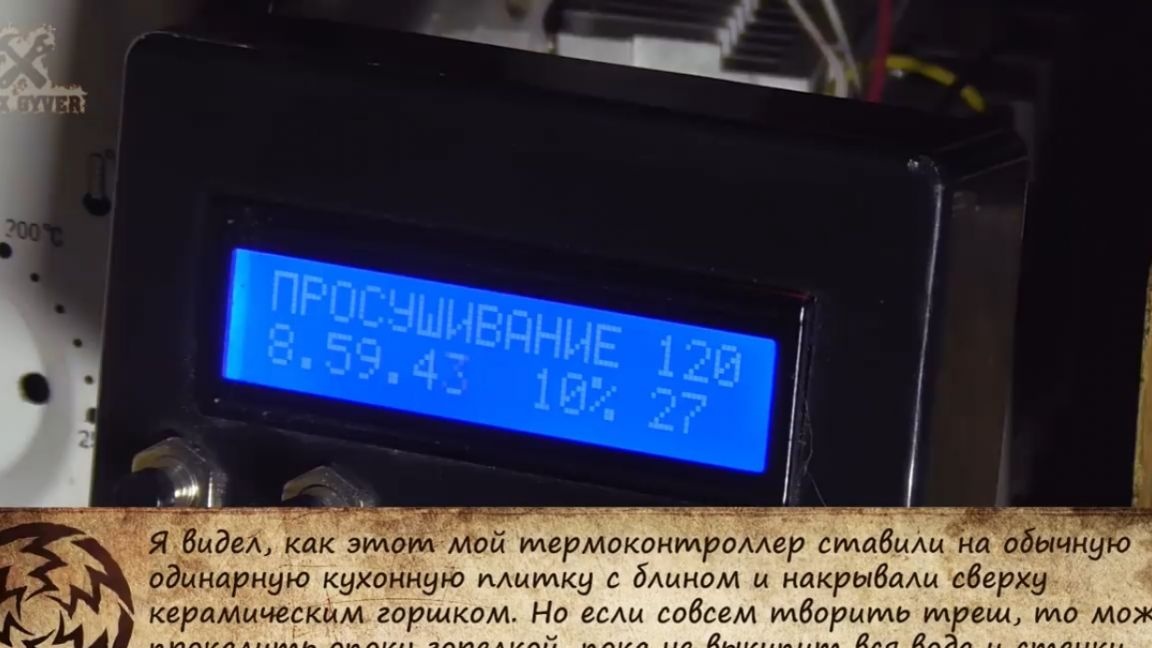
A formák most szuper nyersek, nem csak szárítani kell, hanem kalcinálni is, hogy az összes víz kijönjön a gipszkristályrácsból. Ehhez a kemencének fokozatosan megemeli a hőmérsékletet 730-750 fokra, majd kissé engedje le az öntés előtt. Ezt a hőmérséklet-szabályozó hajtja végre. A hőmérséklet-szabályozó felügyelete alatt történő számítás 9 órát vesz igénybe.

Az öntést tehetetlenség nyomása alatt hajtják végre, és az alakot egy speciális csúcstechnikai eszközben rögzítik. Bármilyen ezüsthulladékot használnak fémként, és egy hagyományos égővel megolvasztják.
Rendszeres bórsavat (a gyógyszertárban kapnak) adunk a forró fémhez. Olajfilmré válik, amely lefedi a fémet és megvédi az oxidációtól, felszívja a salakot és tisztítja az olvadékot. Általában ugyanazokat a funkciókat látja el, mint a hagyományos forrasztáskor. A bórsav egyébként zöld lángot eredményez.


Ezután a megbízhatóság érdekében van egy második fluxus - ez a nátrium-tetraborát (más néven borax), mindent ugyanúgy tesz, mint a normál fluxusnak.Az olvadó fémet titáncsővel keverjük össze. Mellesleg, a fém önmagában nem önti be a lánckereket, mivel a felület húzóerő, amely azt higanygolyóvá gördíti, megakadályozza, hogy az öntvényrendszer vékony folyosójába ömljön. Ehhez vékonyabbá teszik azokat, hogy a fémet megolvaszthassák és előkészítsék, és csak azután töltsék fel a teljes masszát egyszerre.
Az alábbiakban egy fröccsöntési eljárást alkalmazunk, amelyben egy tehetetlenségi erő eltömíti a fém a forma belsejében. Nem számít, milyen őrültnek tűnik, ezt a módszert manapság gyakorolják, bár a mesterek gyakran inkább helyhez kötött körhintaberendezéseket használnak. Például a fogászati koronákat beleöntik ilyenekbe, és mindenki boldog. A fém nyomás alatt kikristályosodik - ez adja a legjobb tulajdonságokat. Ezután az öntvényt eltávolítják és megtisztítják a gipszről.
Folytatjuk az öntés feldolgozását. A lucfák megharapása vagy lefűrészelése után az öntvényt melegen kell melegíteni, hogy enyhítsék a fém feszültségét, és megtisztítsák az öntőforma a koromtól. Hevítés után az öntvényt belemerítik egy élelmiszerboltból származó rendes étel-citromsav oldatába, és az egészet égővel forralják. Amikor a citromsav felforródik, úgy viselkedik, mint egy igazi sav - korrodál és öblíti le a fém feleslegét, ezüst fehérké válik.

Megkezdjük a feldolgozást durva csiszolószövettel - 600 - os fúróval, és a gabona csökkenése felé haladunk. Hiba jelent meg az öntvényen - ideje, ezüst forrasztással le kell zárni. A terméket tűzálló csempére helyezzük, a tűz alá forrasztás helyét ugyanazon bórax és bórsav oldattal fedjük le. A fluxus fehér bevonatot képez, amely összeolvadás után tiszta forrasztást biztosít.

Vékony titán pórázon (úgynevezik) egy 72% ezüsttartalmú vágott darab ezüstforrasztót fognak be és helyeznek a helyére.

Ezt követi a polírozás, hogy a felület fényessé váljon, majd feketítés vagy oxidáció történik, a kénsav oldatában történő mesterséges öregedés folyamatával.
Egy csipet por megolvad, amíg ki nem alakul, majd megtöltik vízzel és forraljuk. A kapott oldatban az ezüst másodpercek alatt feketéül.

A gyűrű készen áll. Így vált az eredeti viaszmodell fényes ezüst gyűrűvé.
Köszönöm a figyelmet. Találkozunk hamarosan!
videók: