Ez egy útmutató ahhoz, hogy egyszerű markolatot készítsen, hogy a maróhelyet a maróasztalon tartsa.
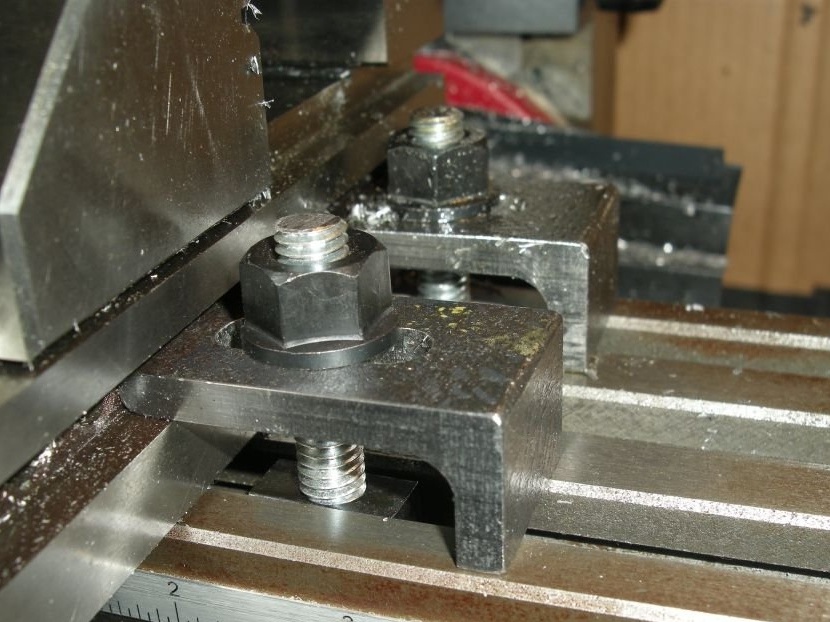
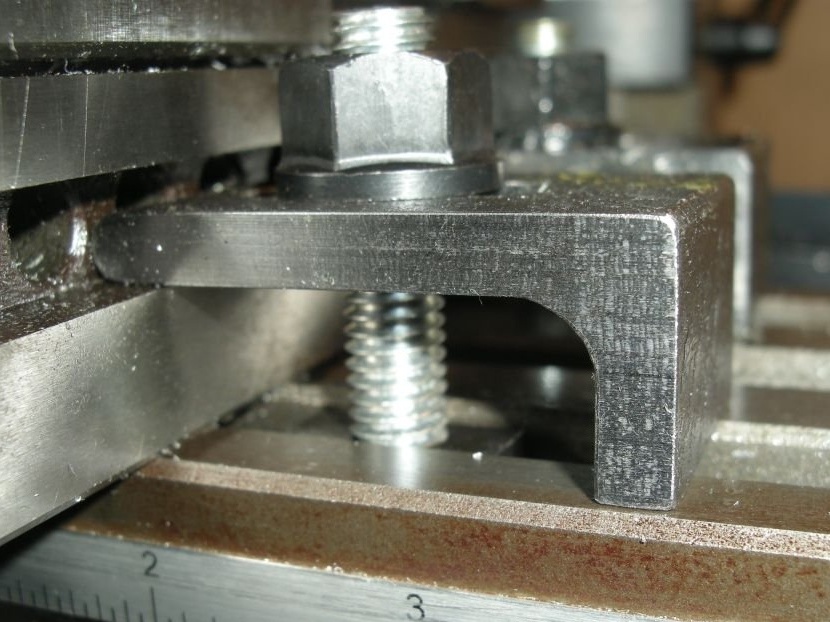
A fenti képen látható marócsavar olyan beszerzési lehetőség, amelyet ezeknek a bilincseknek a szerzője használ munkájában. Ez a kicsi váza csavar nélküli eszköz szorítóhornyokkal, amelyeket sok online áruház értékesít.
1. lépés: Tervezés
A szoros szorítóhorony alsó felülete körülbelül 14 mm-re van az asztal fölött, és a szorítóhorony felső felülete körülbelül 7 mm-rel az alsó felület felett van.
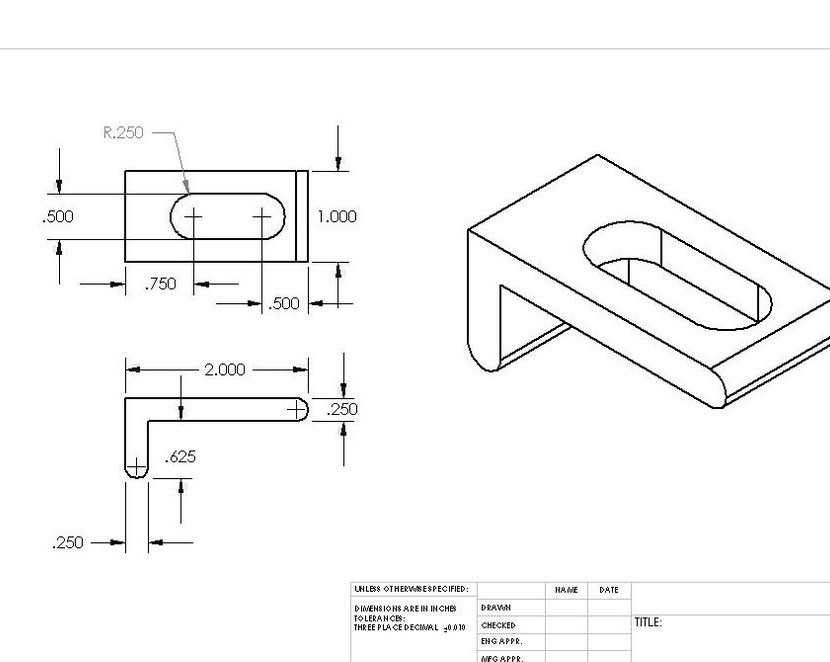
A szerző bilincseket készít - hasonlóan a legtöbb mesterhez - valamiféle fémhulladékból. Készlet vastagsága 6 mm. Mindkét oldal kb. 50 mm hosszú (a külső sarktól a „láb” széléig).
További anyagok, amelyek a bilincsek gyártásához szükségesek, egy T-anya, karimás anya és csap, kb. 50 mm hosszúak, 9 mm-es menettel.
mellékletek:
vas bilincs tartó
2. lépés: Durva vas


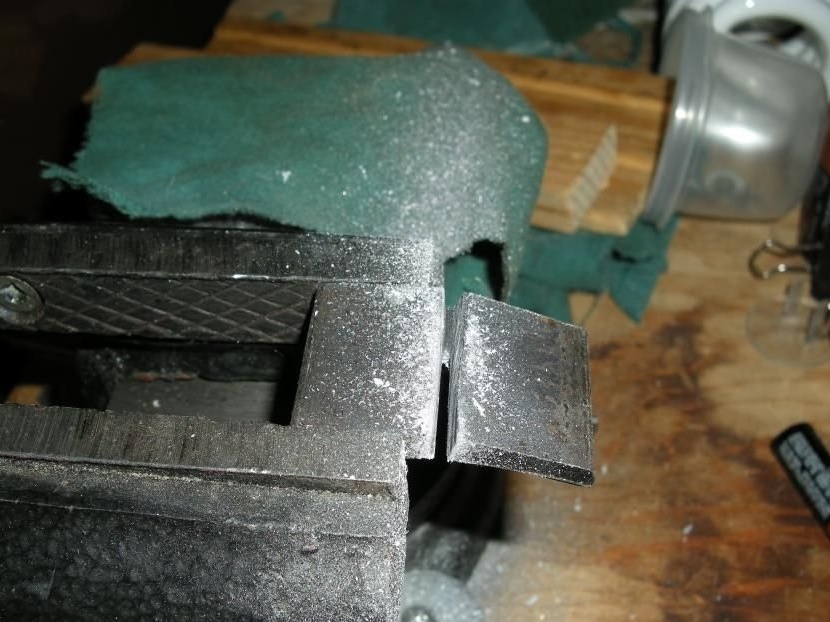

Csiszolóvágóval egy sarokcsiszolón vágta le a megfelelő méretű sarkot. Jól vágta magát, de nagyon melegítette és ezért megolvasztotta az asztal műanyag részét ...
Mindenesetre a szerzőnek sikerült levágnia egy kb. 25 mm széles darabot a vas sarkából. A pontos méret nem túl fontos.
Aztán levágta a sarok egyik hosszú „lábának” egy kis részét. A kapott sarokból bilincs készül. A szerző leckét egy darálóval és egy műanyag asztallal tanulmányozott, és ezt fémfűrészeléssel vágta.
3. lépés: Tisztítsa meg a hosszú széleket


A szerző egy vas sarkot egy maróoszlopba helyezte, és sima széleket a teljes hosszában, szépen és egyenletesen (és még egy kicsit méretben is) megmarja, bár ez a mérés nem túl fontos.
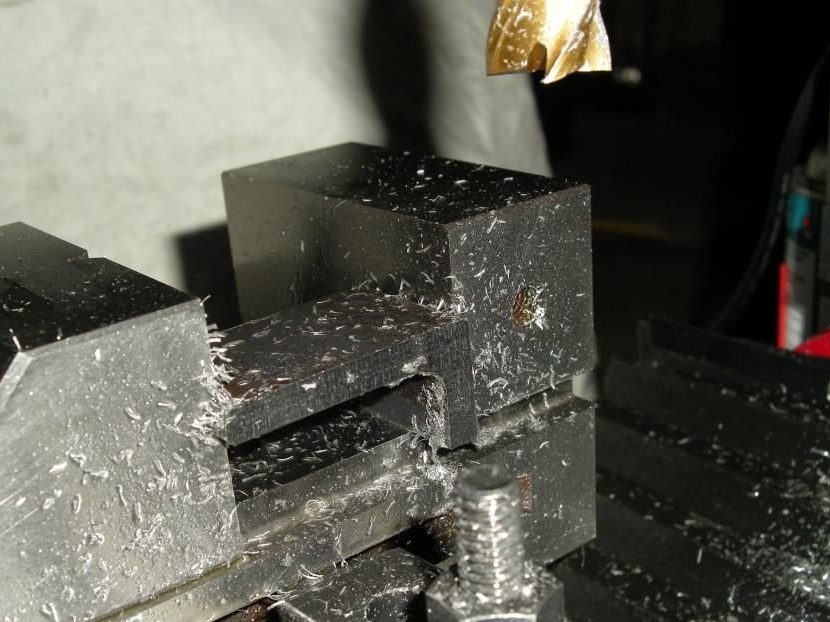
Az ábrák egy sarok két végének marására szolgáló csavar felszerelését mutatják. A sarok lekerekített hosszú vége illeszkedik a vízszintes V-alakú horonyhoz a csavar mozgatható állában. A maró széle 6 mm-re emelkedik ki. egy váza szélétől. Ez a telepítés nagyon biztonságos volt.
A munkadarab szemrevételezéssel történő értékelésével annak érdekében, hogy megtalálják a leginkább kiálló sarkon lévő helyet, a szerző ezen a ponton óvatosan megérintette a vágót. Aztán elkezdett áthaladni a fém vágására az Y tengely irányában, elölről hátulra, így mindegyik lépést a szokásos marási módban hajtották végre (most már tartózkodik a marásból, amikor emeli). Mindegyik áthaladás körülbelül 0,25 mm volt. anyag a munkadarab bármely kiálló részén. Végül levágta a munkadarab teljes felületét, majd egy 0,125 mm-es vágási vágást végzett. Ezen a sarkon a marás befejeződött.
19 mm-es négycsatornás marógépet használt, körülbelül 800 ford / perc sebességgel. Az előtolási sebesség valószínűleg mintegy 5 vagy 7 volt percenként. A vágás mélysége (mindegyik vágás) körülbelül 0,25 mm volt. A vágás során a szerző néha a WD-40-et permetezte a vágóra és a munkadarabra.
A második hosszú oldal marásához a szerző fejjel lefelé fordította az alapanyagot (a második ábrán látható módon). A V-horony elhelyezkedése a késekben és a rövid polc hossza lehetővé teszi ezt.
4. lépés: őrölje meg a rövid sarokpolc végét

Ezután a szerző megmarja a jövőbeli bilincs rövid részét, azt a részt, amely a maróasztalon nyugszik. Ez a művelet elősegítette a sarok támasztó részének megtisztítását és ezáltal beállította a kapocs működési magasságát. Ez talán a legfontosabb dimenzió, de még itt is van hely javításra.
A szerző rézbe szorította a munkadarab „hosszú sarokpolcát”, próbálva rögzíteni a sarok egyenes részét, és nem a sarok közelében, ahol a vastagság nagyobb oldalra változik, így a sarok megerősítve van. Egy sarkot állított fel a vacsora közepére, hogy az erő kiegyensúlyozott maradjon, és elkerülje a vaza mozgó részének elfordulását.
A sarok támasztó részének kívánt hossza (az ábra szerint) 21 mm.
Először a sarok rövid pereme tartó részét igazította, vágóval eltávolítva, ugyanúgy, ahogy a 3. lépésben a hosszú oldalakat illesztette (kivéve a vágó mozgását az X tengely mentén Y helyett).
Amint az alkatrész síkossá vált a támasztóelem teljes alja mentén, a szerző egy vernier féknyereg segítségével megmérte a rövid polc magasságát, először egy ronggyal megtörölve a tartófelületeket, hogy a forgácsok ne változtassák meg a leolvasást. Ez a mérés megmutatta, mennyi anyagot kellett eltávolítani. A szerző 0,25 mm-es metszeteket készített, amíg megközelítette a 0,5 mm-t. Ezután ismét megmérte és apró metszeteket készített, amíg el nem érte az 0,125 mm pontosságot. A szerző abbahagyta ezeket a mutatókat.
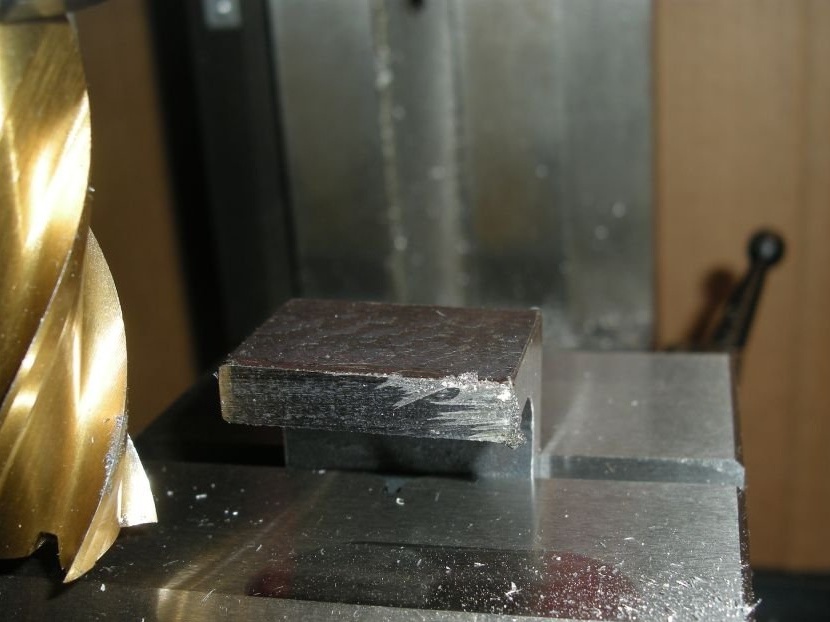
5. lépés: A sarokrész marása befejeződött

Ezen a képen az alkatrész mindhárom felülete simítva és a kívánt méretre beállítva.
6. lépés: Az alkatrész felállítása és felszerelése horony készítéséhez

A szerző így tett.
Nagyon jó, ha a munkadarab megközelítőleg a közepén van a vázaban, mert egyenletes befogást és nem csavaró erőt biztosít a vaza mozgatható részére.
A szerző azt akarja, hogy ebben a részben a vágás a szorító közepén legyen, ezért megmérte a szorító tényleges szélességét, meghatározta a szélt és beállította az orsót a szorító X tengelyének közepére.
Itt meg kell erősíteni az X tengely vezetőjét, mivel a mozgás az Y és a Z tengelyen történik.
7. lépés: A bevágás megkeresése
Érintse meg a sarok „belsejét”, és ne felejtse el kompenzálni a szerszám sugarat.
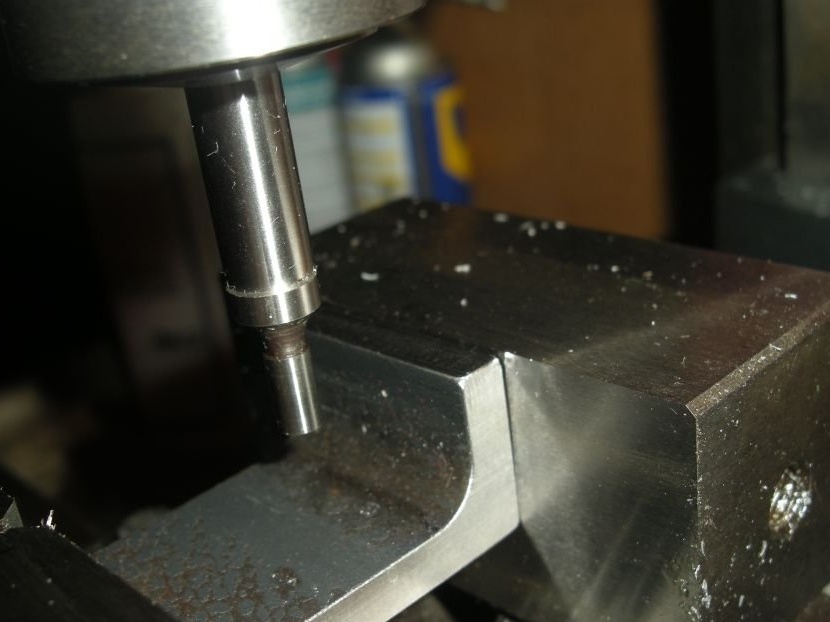
8. lépés: Lyukak fúrása


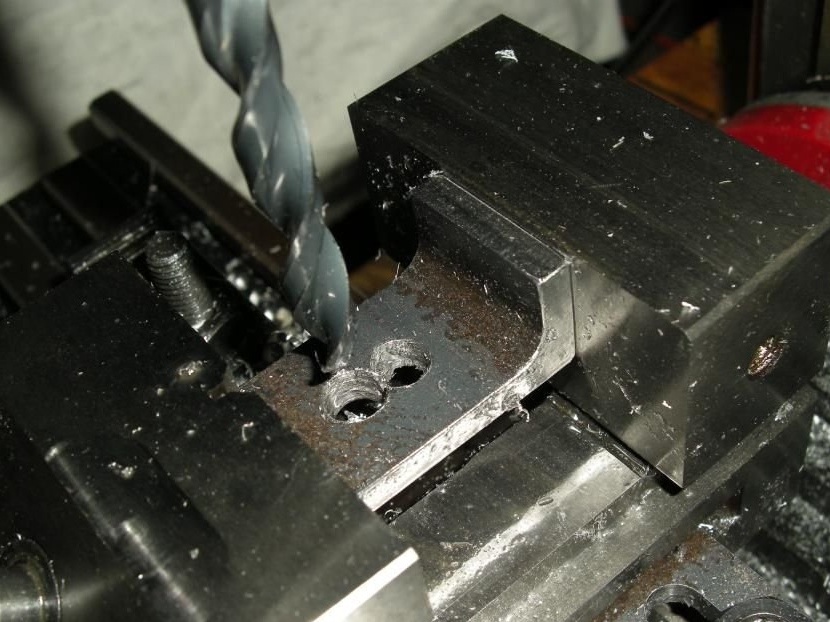
A fúrók könnyebben élesek, mint a marók, így a szerző lyukakat fúrott, hogy a fém nagy részét a jövőbeli horonyhoz válasszák. Egy kis fúróval (kb. 6 mm) kezdte a kezdeti lyukat, majd 9 mm-re növelte.
Amikor a szerző befejezte a fúrást, a bilincs közepén három, 9 mm átmérőjű lyuk volt, amelyeknek oldalai egyszerűen megérintették egymást.
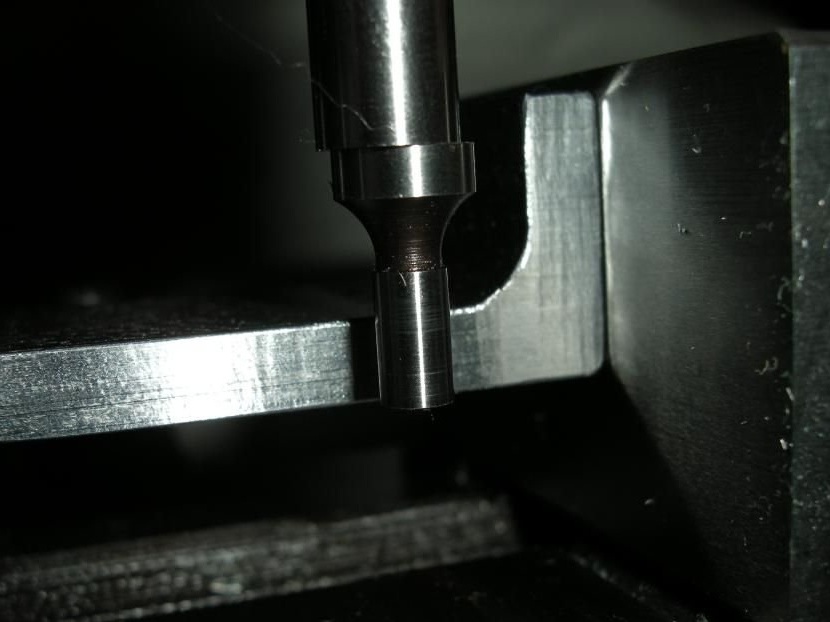
9. lépés: fejezze be a Groove készítését
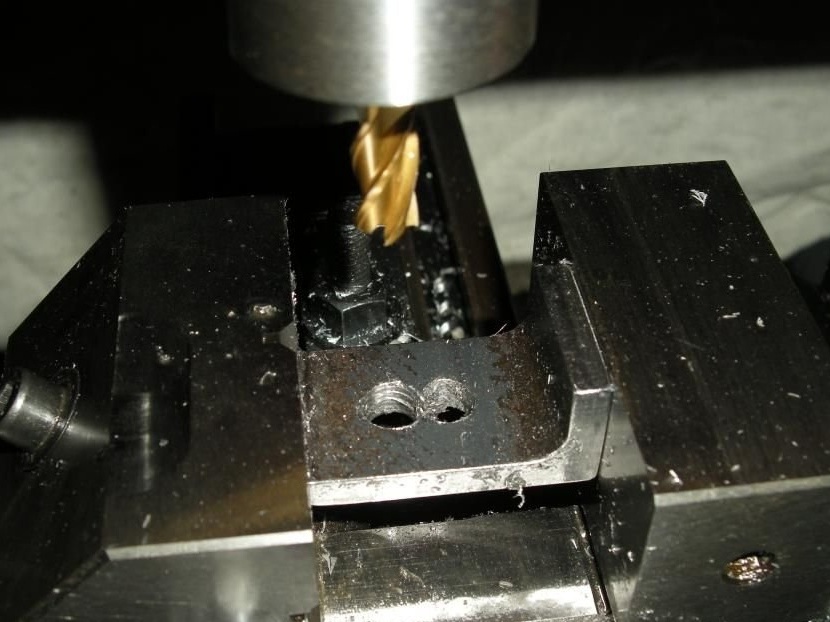
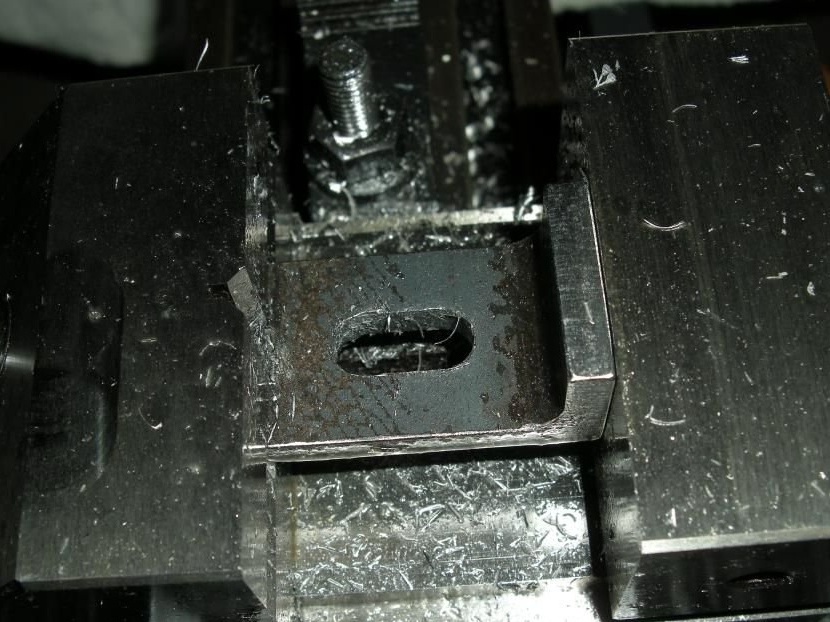
Ezután a szerző egy 9 mm átmérőjű marógépet használt, hogy lyukak sorozatát valódi horonyba fordítsa. Az orsót elindítva leengedte a vágót (a közepén történő vágáshoz) a létező lyukba a horony egyik végén, majd a másik végén lévő furatba mozgatta. A vágót előre-hátra mozgatta a horonyban, mintegy 1,250 mm-rel lefelé mindegyik lépésnél, egészen addig, amíg teljesen meg nem haladt.
Ezután körülbelül 1250 mm-rel meghosszabbította a rést, és a vágó spirálát mozgatva megvágta a rés teljes falát körülbelül 0,25 mm vágási mélységgel.Vágta a spirált az óramutató járásával megegyező irányban, hogy rutin őrlést végezzen.
(Megjegyzés: az ebben a lépésben található fényképekben a szerző azt a sarkot mutatja, ahol megpróbált egy rövidebb hornyot készíteni két előre fúrt lyukkal. Ez jól működik, bár a hosszabb horony előnyösebb.)
10. lépés: A csapok előkészítése


A szerző 9 mm-es menetes csapot vásárolt.
A kívánt hosszúságú darabot egy fémfűrészeléssel vágta le egy hajtűből, és a széleket reszeléssel megtisztította.
11. lépés: a bilincs kész