
Ebben a cikkben itt közelebbről megvizsgáljuk ezen furnérlemezek saját gyártásának folyamatát:

A másik napon Maxim Kozlov mester, az azonos nevű YouTube csatorna (Maxim Kozlov) szerzője frissítette a furnérlemez készleteit. Ezt a rétegelt lemezt a konyhához vásárolták, de korábban a szerző úgy akarta kipróbálni annak minőségét, mivel már a kirakodás során észrevehető volt, hogy néhány lap átlósan hajlik.

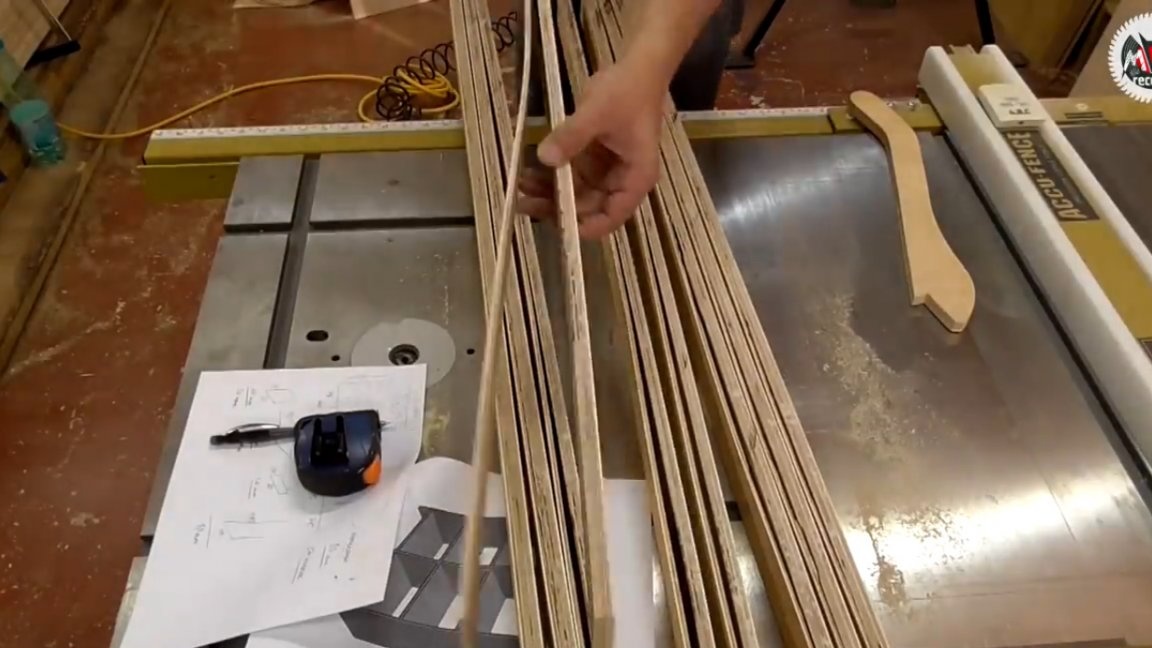
Ezért először úgy döntöttek, hogy a könyvből több könyvespolcot készít a nappali számára. Mivel nagyon sok munkát kellett elvégezni, a mester nem rendezte és emelte fel ezt a rétegelt lemez-tételt, hanem úgy döntött, hogy a lemezeket közvetlenül a halomból oldja fel.

Ezenkívül az egész „címke” lemezeivel a fűrészgéppel történő munka meglehetősen problematikus, ezért bölcsebb bontani mindent előregyártott részekre egy merülő fűrészeléssel az abroncs mentén.
Az állványok és az állványpolcok szendvicset alkotnak, amely a 15. rétegelt lemez gerendáiból áll, amelyek "hat" lemezzel vannak burkolva. Ennek megfelelően öt állványhoz alapok (keretek) gyártásához 2 lap a 15. rétegelt lemezből volt kibontva.

És az első lapon a probléma éppen felfedésre került. Egy kötegből állt, de mivel az összes állvány, valamint a szerkezetben lévő összes rétegelt lemez vége zárva lesz, úgy döntöttek, hogy egyszerűen ragasztják össze a rétegelt részeket, és darabokra préselik őket közvetlenül az összeszerelőasztalhoz.

Eleinte a szerző bizonyosan ideges volt, mert azt gondolta, hogy ennek a rétegelt lemeznek a teljes tétele ugyanolyan minőségű lehet, mint az első példány, és a szerző azt tervezte, hogy konyhából készült fiókot készítsen belőle, ahol a tervek szerint csak a rétegelt lemez seggét akartam hagyni. De szerencsére a második lap még ezekre a célokra is megfelelőnek bizonyult.
Természetesen túl korai lenne következtetéseket levonni az egész párt minőségéről, de az 50-50 máris valami. Nagy tétel gyártásakor a lap geometriájának megítélése meglehetősen nehéz, mivel valamennyien egyenlőek egymással hatalmas halomban, tehát alapvetően csak két lehetőség van itt: akár rétegelt lemezt vásárolni megbízható eladóktól, akár bízni a szerencsén.
Az állványok integritását helyreállítva, folytassa a keresztrúd és a polcok fűrészelését. Ezt a folyamatot a mester hajtotta végre olyan kocsi alkalmazásával, amelynek nulla távolsága van, ami minimalizálja a forgácsot.


Az állványok részleteinek fűrészeléséhez a vezetők hosszában nem volt elegendő a párhuzamos hangsúly.Ezért a szerzőnek tovább kellett zavarnia és ilyen hangsúlyt kellett fektetnie, amelynek csúszkáját a maróasztal hornyaiba kell felszerelni, majd az osztott anya elve szerint egy öncsavarral rögzítik benne.



A szerző nagyon elégedett volt az eredménnyel, elég kényelmesnek bizonyult. Most már lehetett folytatni a hosszú alkatrészek vágását forgács nélkül, ugyanakkor meglehetősen nagy pontossággal.
Következő lépés a szükséges részleteket 6 mm-es rétegelt lemezből kellett kialakítani, amely a jövőben minden polcra és állványra fel van burkolva.

Az összes állvány mélysége ebben az esetben 300 mm, és az indítók számára az összes munkadarabot ezen paraméterek alapján, majd a polcok szélességén és a polcok közötti állványok magasságán vágták ki.
A 80 fogos véglemez csak nagyon jónak bizonyult. A szerző még azon tűnődött, vajon miért évente ezt a lemezt soha nem használták egy fűrészgépen, bár csaknem öt éves.
Ezt megelőzően szinte az összes író rétegelt lemez projektet a szélek csiszolásának hosszadalmas kísérlete kísérte, amelynek néha elég tiszta forgácsa volt a lap vágása során. Ez különösen akkor volt észrevehető, ha a szálak áthaladtak a vágási vonalon. De ezzel a 80 fogakat tartalmazó lemezzel a nem kívánt chipek megjelenése csaknem nullára csökkent, mintha a lap nem a lemezhez képest lett volna orientálva.


Nos, a végén a keletkező maradékból a szükséges elemek utolsó csoportja alakult ki. Most képzelje el, mennyi ideig tartana, ha burkok lennének az egész takarmányhegy közelében.

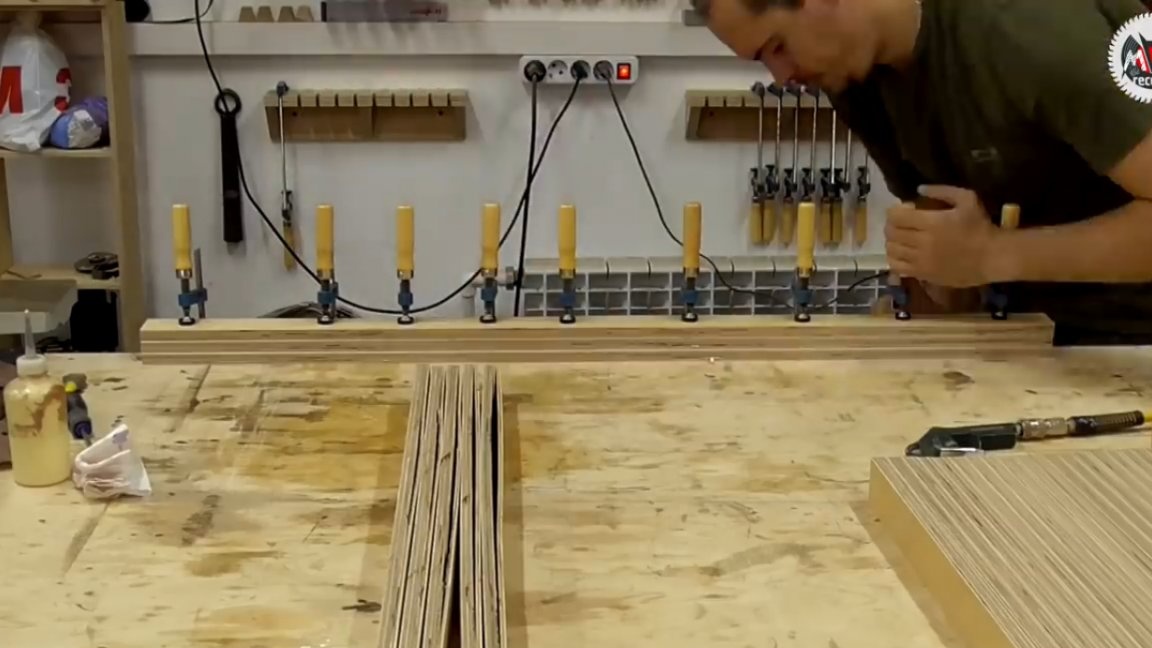
Ezután folytathatja a szerelést, de előbb ezt a folyamatot több szakaszra kell bontania. Az első lépés az úgynevezett szendvics elkészítése. Ehhez rögzíteni kell az alsó csúszkát az alumínium saroktól az összeszerelőasztalig, amely szerint a bordák síkját meglehetősen nagy pontossággal lehet irányítani.

Nos, most megkezdődött a hosszú monoton szerelési folyamat, amelyet az összes alkatrész újraragasztása vezetett a kötelező hajtűvel való varráshoz.



Miután több részletet ilyen módon rögzített, a szerző úgy döntött, hogy kissé optimalizálja a ragasztó felhordásának folyamatát, és a következő keretben megfigyelhetjük a hengert.


Ennek az egyszerű bevezetésének eredményeként berendezések a dolgok sokkal szórakoztatóbbá váltak, és a ragasztóvonal minősége a kiváló egységesség szempontjából jelentősen megnőtt. Ráadásul, ha összehúzzuk, akkor a felesleges ragasztó ebben az esetben nem mászott fel.

Tehát a polcok rendezése után továbbléphet a polcokhoz. De először, ehhez új szerelési csúszót kell készíteni, amely szerint beállítható a párhuzamosság, valamint az állványok szükséges szélessége.
Ha sok azonos csomópont van, mindig érdemes bevezetni valamilyen sablont és összeállítási módszert az élet megkönnyítése és az ismételhetőség növelése érdekében.


Ez minden. Most elkezdheti maguk az állványok összeszerelését. Ebben a szakaszban a mester a kedvenc technológiáját alkalmazta, amikor a polcok hornyai az állványok belső reszelésével jönnek létre, ezáltal nemes megjelenésű, teljesen zárt rést és kiváló szilárdságot kapunk. Ezenkívül az összeszerelés során teljesen megszabadulunk a jelölésektől.

Az eredmény egy ilyen szendvics volt a hat és a tizenöt közül. Vizuálisan egy ilyen alkatrész vastagsága és kitűnő szilárdsága van, de valójában ez egy 4 mm-es rétegelt lemeznél is megtehető.
Az összes furnérlemez, amelyet a szerző ehhez a projekthez használ, 2/4-es vagy 3/4-es osztályú, és egyik oldalán csiszolva van, amely a mi szemünk felé fordul. Így meglehetősen olcsón meg lehet szerezni a tartós masszív szerkezeteket, miközben a vastag rétegelt lemezre takarítanak meg, amely bármit is mondana, továbbra is alacsony minőségű. Nos, ha kétoldalú magas osztályt veszünk fel, akkor ezek csak kozmikus árak. Bár kívánt esetben és sajtó jelenlétében, a rétegelt lemezt mindig be lehet ragasztani furnérré.
Mind az öt állvány fele fel van szerelve. Mehetsz a társakhoz. Az összeszerelésnek ebben a szakaszában szükség van egy ferde csavarra, amely kiegészítő rögzítőként szolgál majd, mivel a polcokat a csapokkal csak az egyik oldalon lehetett a központi állványokhoz szegélyezni.




Nem kell aggódnunk a nyílások miatt, nem szükséges őket becsavarni, mivel a jövőben minden frontot és állványt termikus faból lezárunk.
Tehát a telepítési kérdés majdnem lezárult, majd továbblépünk az állványok végső összeszereléséhez. Ebben a szakaszban hozzá kell adnunk a hiányzó szimmetrikus részt a központi állványhoz viszonyítva.

A polcok ferde ferde csavarásakor ezt a helyet szorítással kell meghúzni, hogy az öncsavar bemeneti szögénél a polcok ne váljanak szét. A folyamat többi része klasszikus, mikrotű.
Szükség esetén állványokat is készíthetünk hátrafestés nélkül, ami viszont oldalirányú szilárdságot biztosít, mivel az összes polc ferde ferde csavarása kiváló szilárdságot biztosít, annak ellenére, hogy nincs további merevítő.


Folytassuk a végső szakaszba, új oldalakat feloldva az oldalsó oszlopok bélése alatt. Örülök, hogy a „hat” -kal együtt dolgozunk a fűrészüzemben. Az egyik lapról szinte pontosan kiderül a 300 mm széles szélességű állvány. Szóval - néhány lap és kész!




Őszintén szólva, a standard négyzet alakú rétegelt lemez nagyon kényelmes az ilyen mélységű állványokhoz. Ennek köszönhetően gyakorlatilag hulladékmentes termelést kapunk.
Ezután valamivel kevesebb, mint egy lapra volt szükség a merevítőkön. Úgy döntöttek, hogy nem folytonos kötőanyaggal készítik őket, hanem a polcok mélységének néhány korlátozójával, a polcok közötti távolság 1/3-án. Ennek köszönhetően meglehetősen elegendő erőt kapunk, plusz bármilyen, de megtakarító anyag. Ez is nagyon jól néz ki.





A kapott alkatrészek rögzítéséhez az állványokat sima felületre kell felszerelni. Ezután össze kell hangolnia a kapott kialakítás átlóságait.
Következő szakasz - állványok festése. A szerző egy közönséges hengert használ erre a célra.

Víz alapú, rendszeres latexfesték. Ez a kompozíció kissé megemeli a rétegelt lemez rétegeit, így a termék felülete megkapja a héját.


Ez a mai napig minden. A jövőben a mester azt tervezi, hogy befejezi ezt a projektet, és részt vesz ezen állványok végeinek és munkalapjainak díszítésében. Köszönöm a figyelmet. Találkozunk hamarosan!
A szerző videója: