
Sok mester különféle típusú kézi marógépeket használ munkájában, és gyakran szembesülnek azzal a problémával, hogy a hamis talpat maga a maróhoz viszonyítva elmozdítják, ami hibákat okoz a vágási hornyokban.
Ebben a cikkben a JSK-koubou YouTube-csatorna szerzője elmondja, hogyan lehet ezt a problémát egyszerűen elhárítani.

Szinte mindenki képes lesz használni azokat a technikákat, amelyeket a szerző fog használni.
Anyagokat.
- Vékony műanyag lemez
- Scotch tape
- Kétkomponensű epoxigyanta
- Plexi üveglap
- Kétoldalas szalag.
szerszámok, a szerző használja.
— Kézi malom
— Sugármaró tolócsapággyal
— csavarhúzófúró
— bilincsek
— Elektronikus féknyereg
- Jelölő gyalu
- Reer, Meisel
— Ragasztópisztoly
- kés, vonalzó, csavarkulcs, jelölő.
Gyártási folyamat.
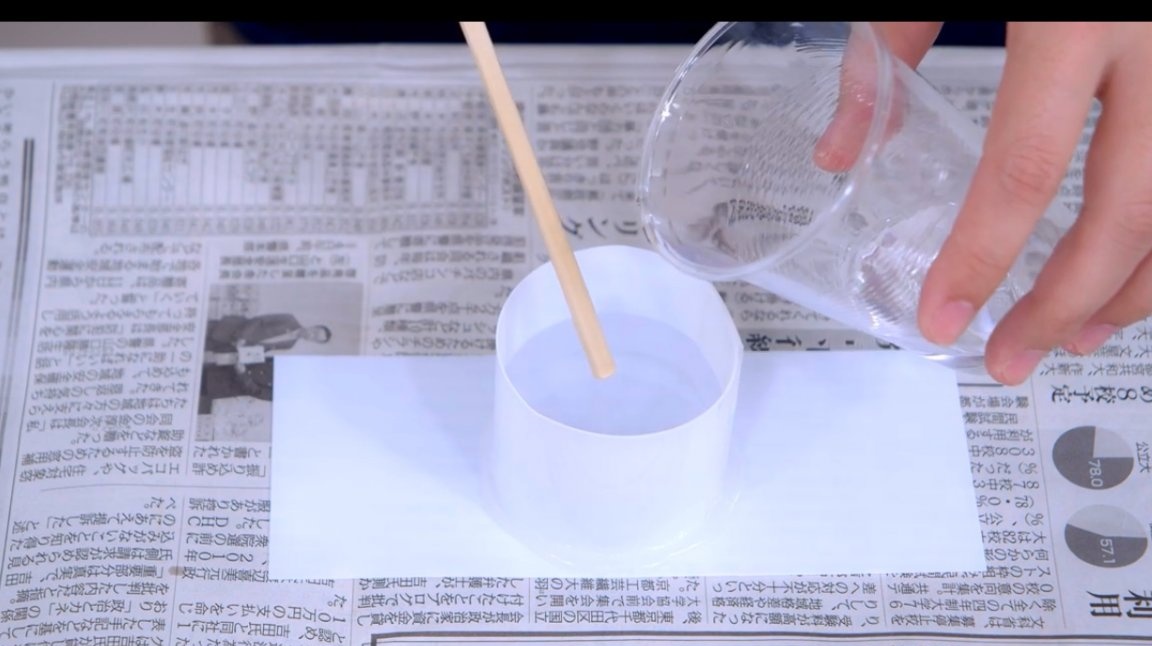
Az első lépés egy nagyon egyszerű kalibráló fúvóka készítése kúp formájában. Ehhez el kell készítenie egy kis hengert vékony műanyagból.
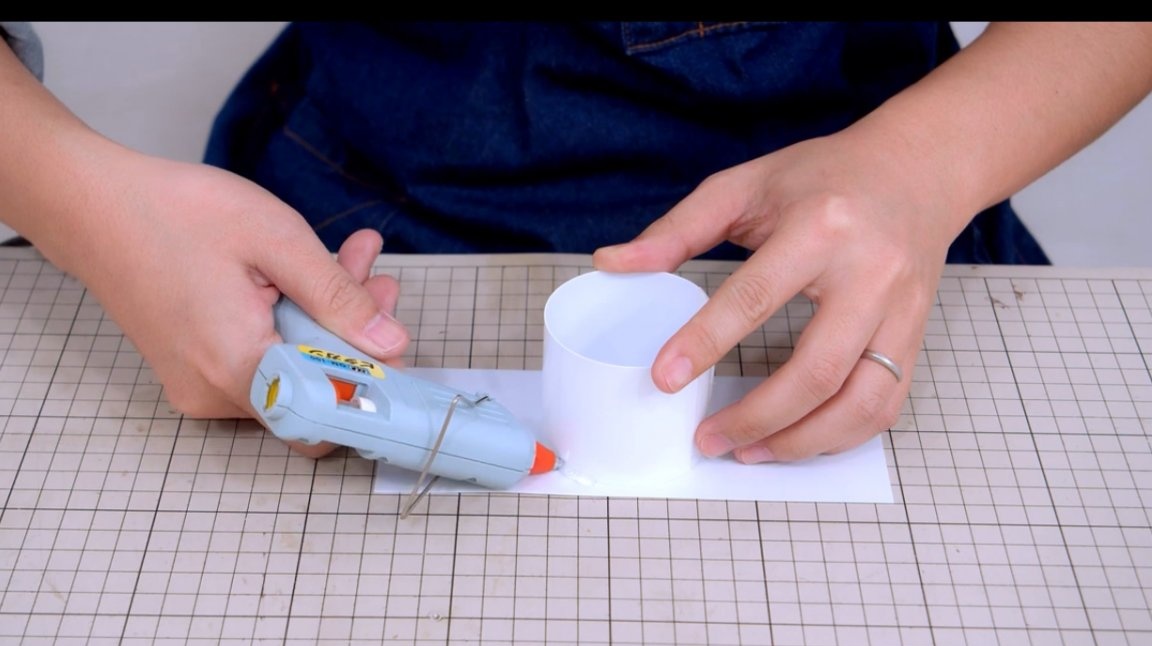
Ezt a hengert forró ragasztóval rögzítik az alaphoz.
Ezután az epoxi alkotóelemeit összekeverjük, és a tartályt megtöltjük.

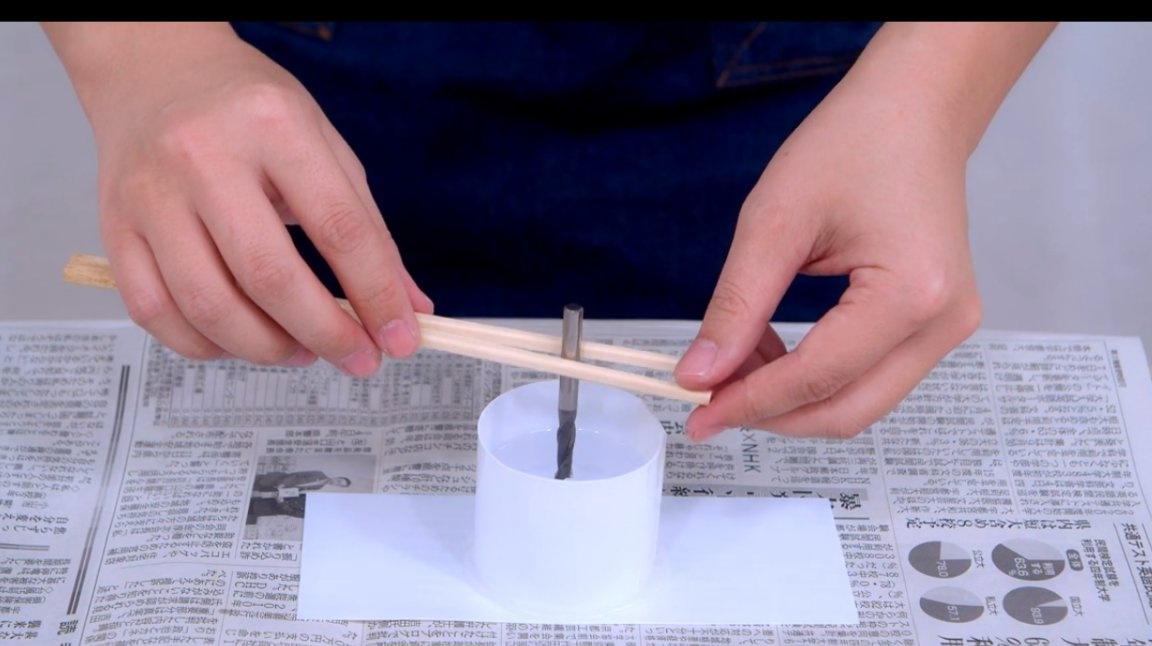
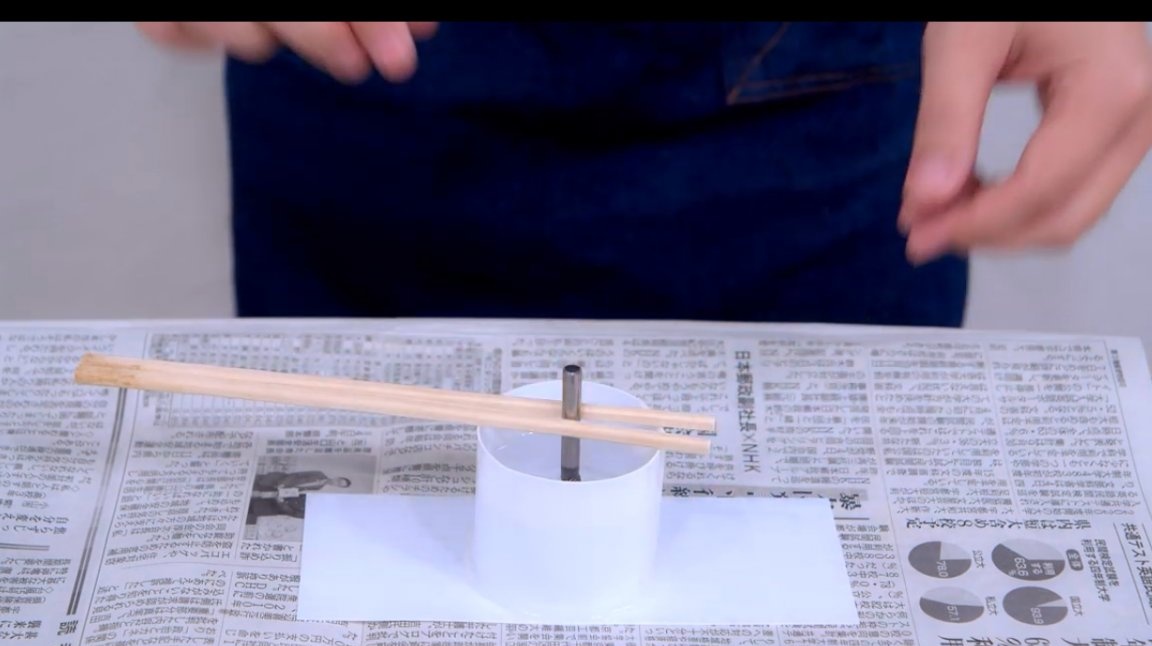
Ezenkívül a régi malomot a lehető legpontosabban be kell meríteni a tartály közepébe és függőleges helyzetbe.

Itt van egy ilyen munkadarab, amelyet a gyanta polimerizációja és a zsaluzat eltávolítása után kapunk.

A mester nem rendelkezik esztergálással, ezért fúróból készíti, és egy munkapadra rögzíti.

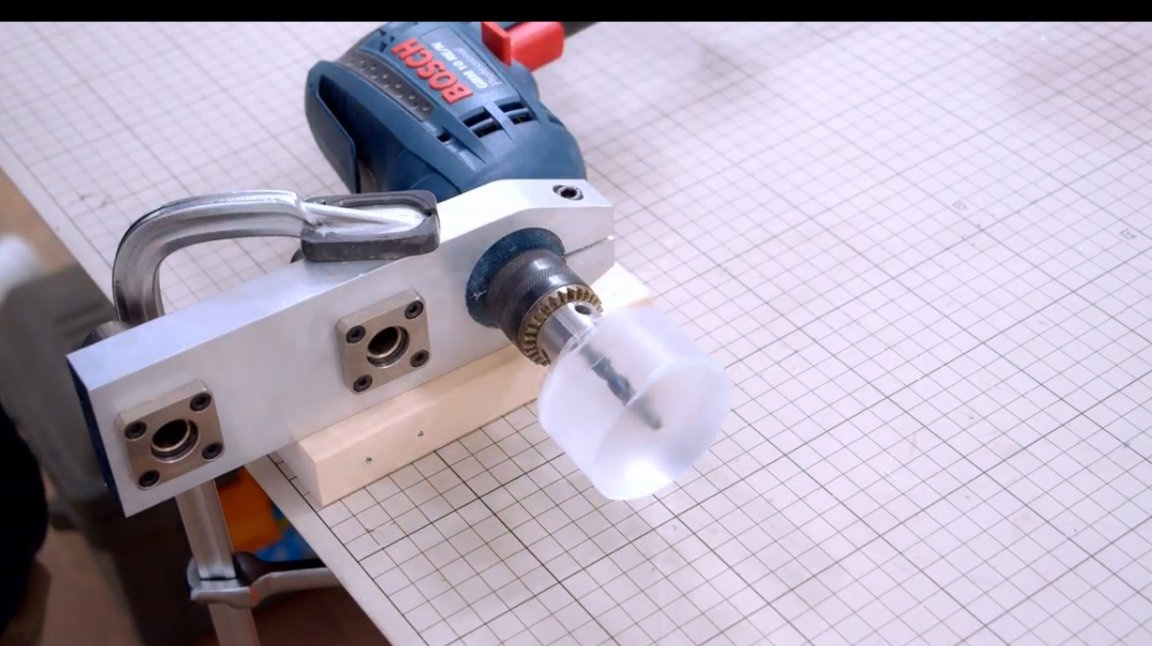
A munkadarabot emelővel durva megmunkálásnak vetik alá, majd annak belső oldalán kúpot alkotnak. Az ilyen esztergálást semmilyen esetben sem szabad azonnal elvégezni a marógépen! Túl magas fordulatszáma van, és a munkadarab az öntés után nagyon rosszul kiegyensúlyozott!



Egy ilyen fúvóka durva feldolgozása és központosítása után, pontosabban, már be van kapcsolva a malomra.



Tehát a mester megmutatja a szokásos helyzetet, amikor két, egymással ellentétes irányú hornyot kell készíteni a munkadarabon.



A talp átfedése elmozdult és ütköző szerepet játszik. Ezért a barázdák a szélesség felével eltolódnak.

Hogyan kalibrálható a talp? Engedje el a rögzítőcsavarokat, rögzítse a kúpos fúvókát, emelje fel a talpot úgy, hogy az élek a kúphoz legyenek nyomva. Ezután húzza meg a csavarokat.




Tehát a második teszt. A talp már kalibrálva van.


Az eredmény sokkal jobb, de nem tökéletes.


Ez a kép 0,37 mm eltolást mutat. Igen, ez nem annyira kritikus.

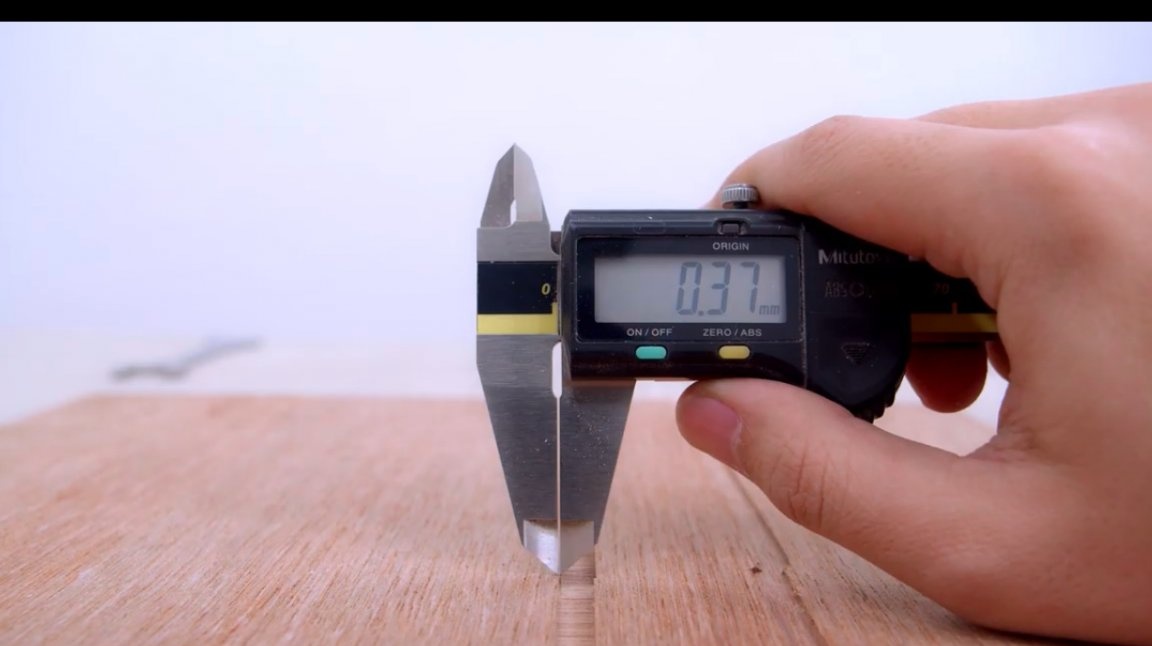
A mester azonban meg akarja tudni, honnan származtak ezek a 0,37 mm-es méretek? De ahonnan maga a talpnak oldala van, kis méretbeli különbséggel.


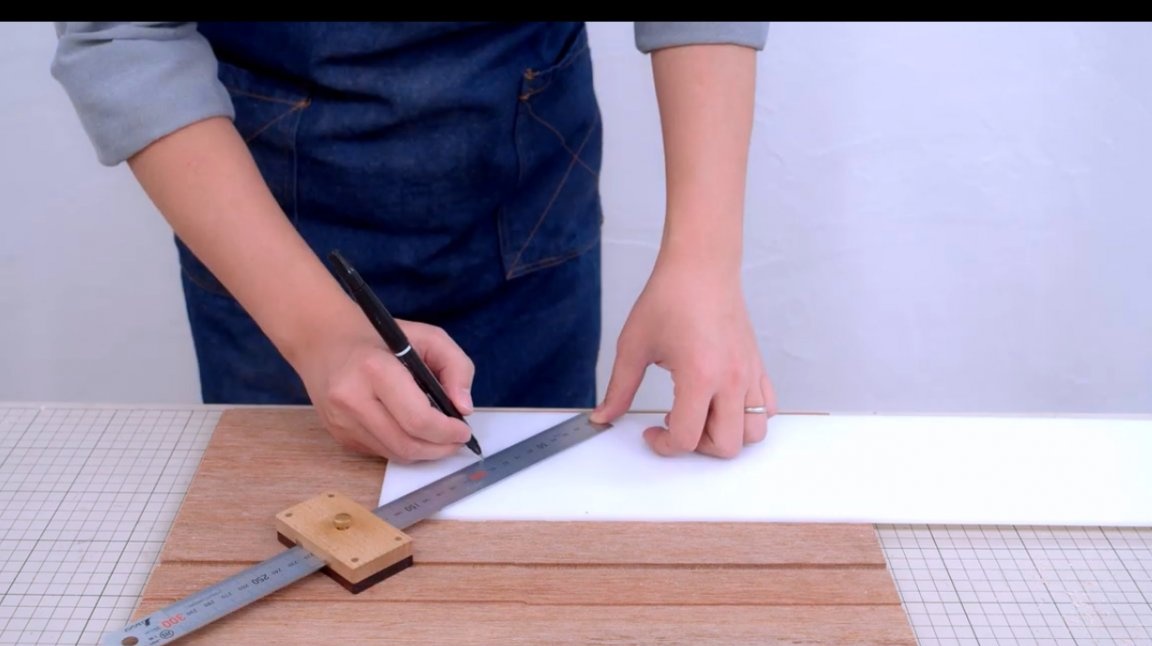
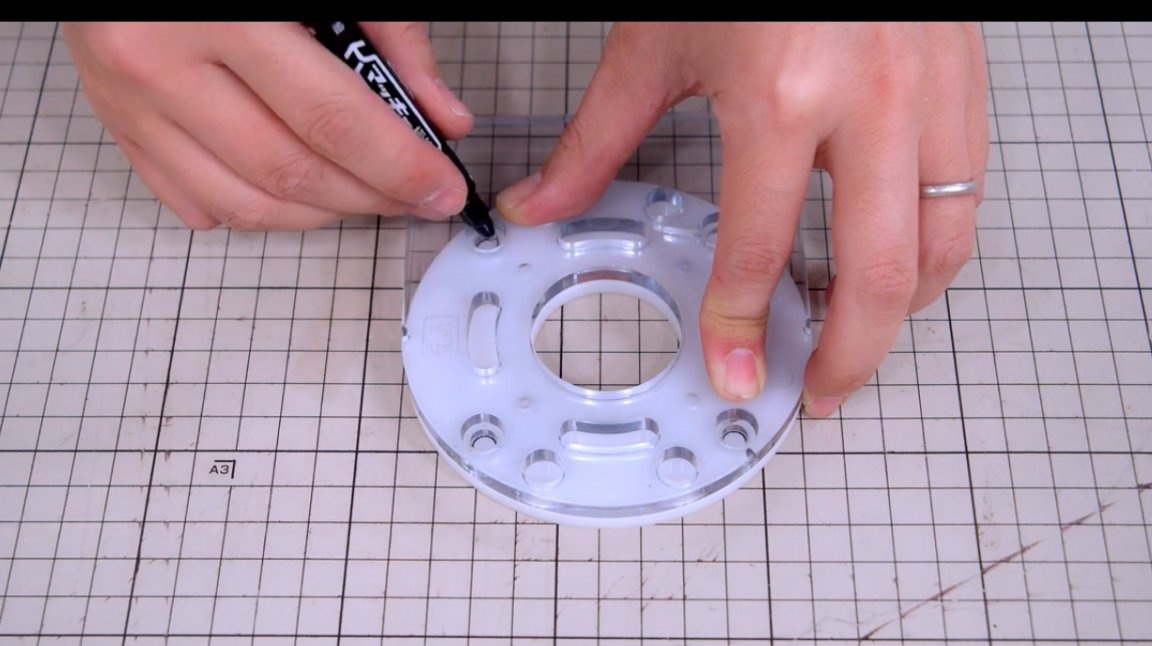
A perfekcionisták számára a szerző megmutatja, hogyan lehet magadból elkészíteni egy új talpot a plexi üvegből. Kétoldalas szalaggal ragasztja a lemezt a táblára.



Jelölőmérleg segítségével megtalálja a középpontot, és egy vékony lyukat fúrt bele az iránytű vonalzó tűjéhez.

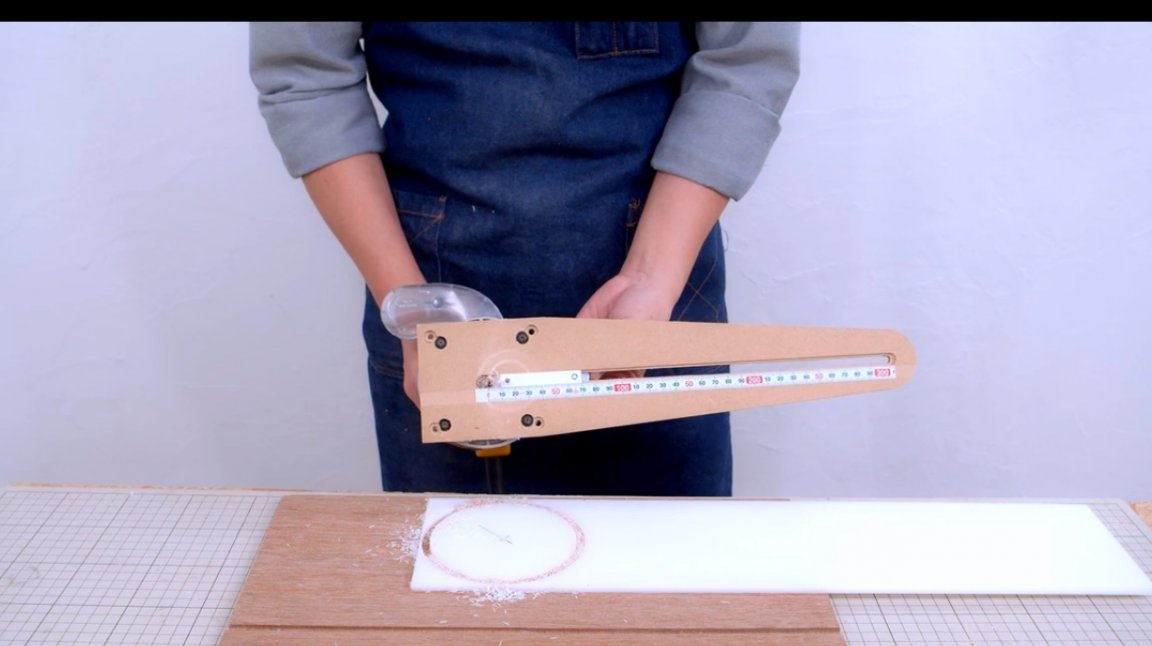
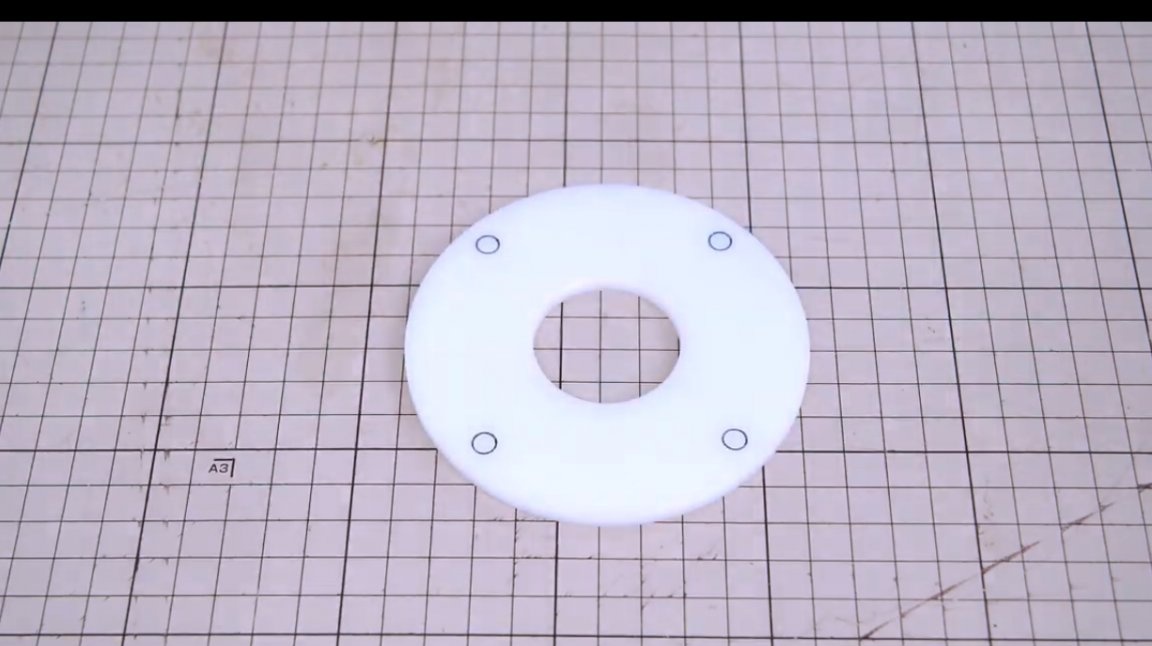
Ezenkívül egy iránytűt csavarnak fel a maróra és egy kört vágnak ki, amelynek külső átmérője megegyezik a talppal.


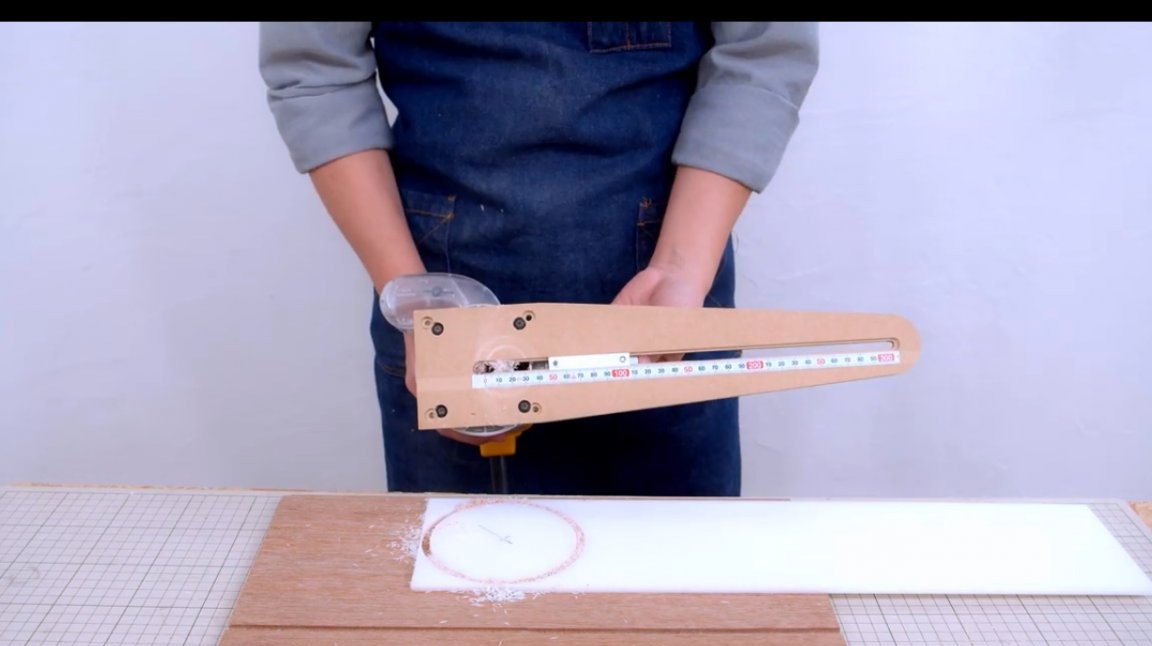
A vonalzó eltolása után belső lyukat készít.


A munkadarab leválásához használjon oldószert, néhány másodperc múlva lehetővé teszi, hogy erőfeszítés nélkül elválaszthassa.


És itt vannak az új alkatrész különböző oldalainak méretei. Az eltérés minimális.


A központi lyuk széleit egy tolócsapágyú sugárvágóval kerekítjük.


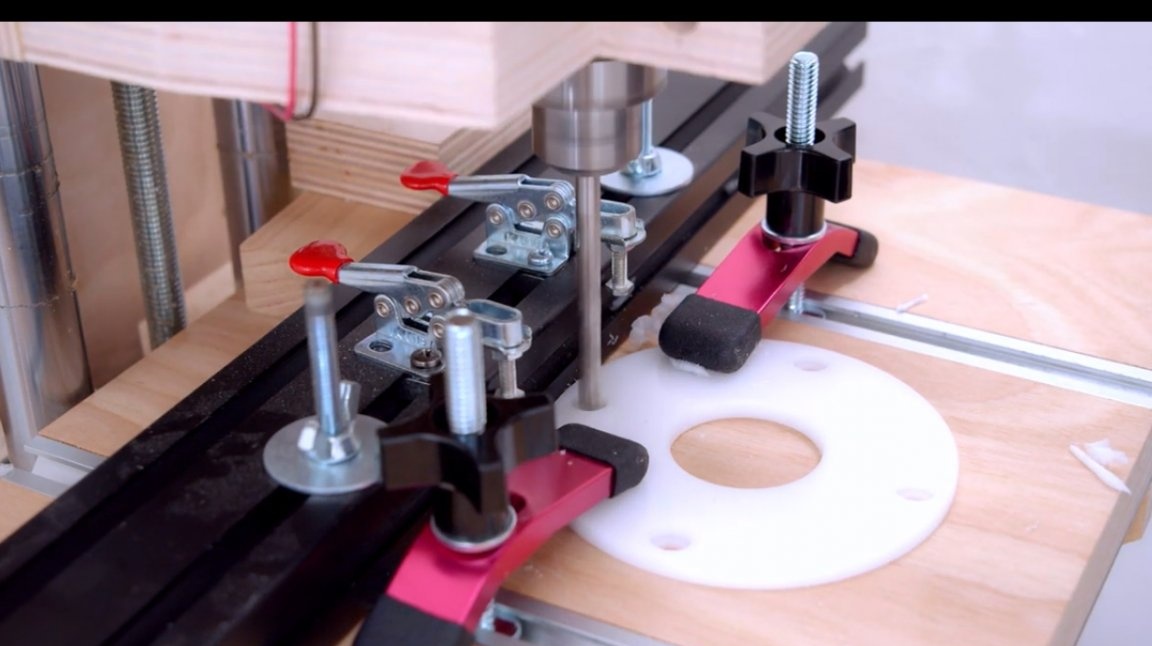
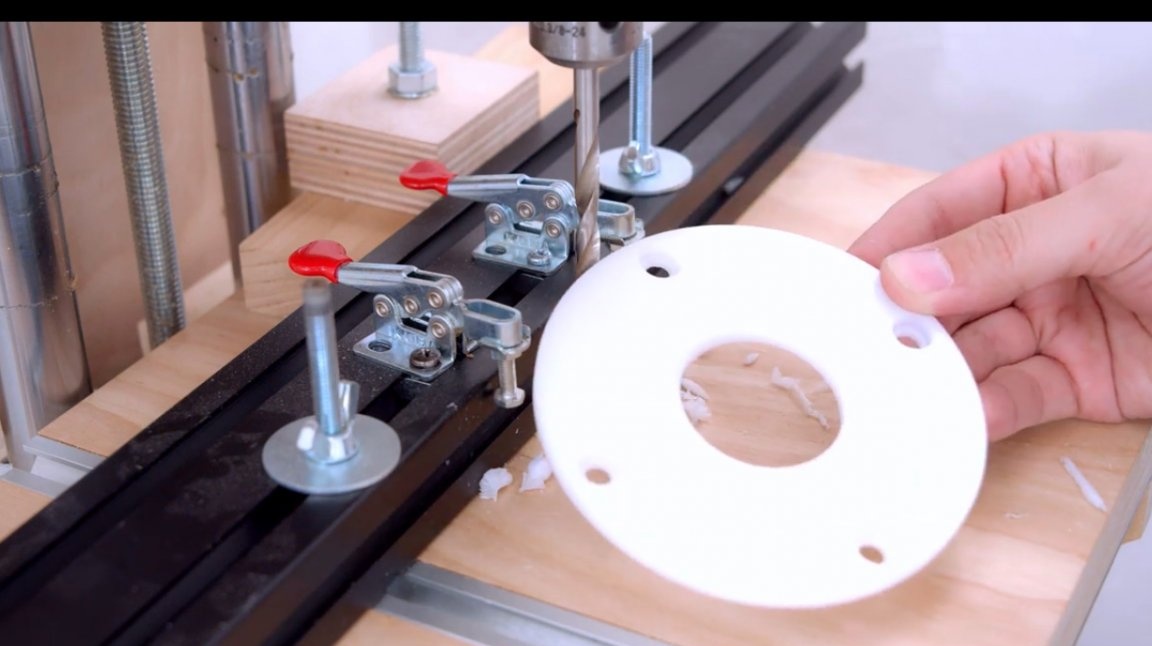
A lyukak jelölését az eredeti talpról átviszik.
És maguk a lyukak süllyedtek és fúrtak.

Most újra elvégezzük az új talp kalibrálását.



Nos, az utolsó ellenőrzés, és ismét két áthaladás egy megállással a központban.



A két horony összekapcsolása tökéletes.



Köszönöm a szerzőnek egy egyszerű, de nagyon hasznos tippet a kézimalom talpának kalibrálásához!
Minden jó hangulat, sok szerencsét és érdekes ötletet!
A szerző videó itt található.