Szükség esetén úgy döntöttem, hogy rekonstruálom a fa esztergálógépemet. Röviden mondja el a készülék eszközét. A fejléc háromfázisú, 120 watt teljesítményű villamos motor formájában készül, amelynek tekercseit csillag köti össze kondenzátorokon keresztül, teljes kapacitása 1 mF.
A kapcsoló névleges feszültsége 220 V, 6A.
A művelet kezdetén élezőgépen használta szerszámok élezésére: vésőt, vésőt, kést és egyéb dolgokat. Ennek alapjául a forgórész jobb forgását vesszük figyelembe, amikor a motor az alapon helyezkedik el, a munkavállalótól balra. A forgó középső farokállományt a forgógép vissza a "bozontos" évben rendelte meg.
Forgácslapot a fésülködőasztalról a Szovjetunió idejéből vették alapul. A fűrészek körfűrészen készülnek.
A betétvezető alumínium karnisból van kivágva.
És így: a szükséges eszközökből: kézi fűrész vagy szúrófűrész;
kézi vagy elektromos fúró;
szerszámcsiszológép vagy "daráló";
shtangeltsyrkul;
csavarhúzó;
nyitott végű csavarkulcs 8x10;
fúrók (különböző).
fémfűrész;
véső.
A szükséges anyagból:
forgácslap vagy rétegelt lemez vászon;
öncsavarok;
csavarok és anyák M6 menettel;
M6 szárnyas anya;
karnis (régi, hulladékként);
plexi;
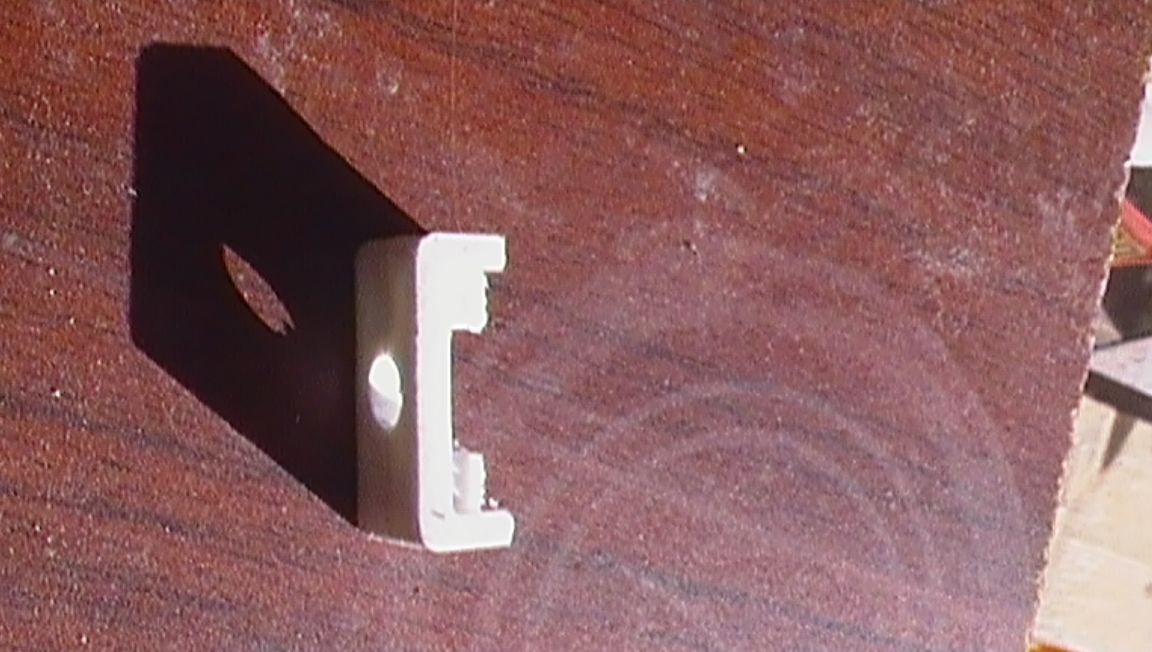
fém sarok;
szerelt metaforikus csöveket 4 db;
darab argalit vagy rétegelt lemez.
Szóval itt megyünk! A kívánt méretű „vezetők” „vezetőit” levágtuk a karnisról.
A táblában 2 vágást hajtunk végre a körben, egyet a motornak, a másikot a nyomóvezetéknek a vezető szélessége mentén.
A vezetõk széleit körfûrésszel szögben vágják le, és az alulról illesztik a vágásokba. Az útmutatóknak szűk vágásokra kell esniük. Betétek segítségével távolítjuk el a deszka túlzott vastagságát
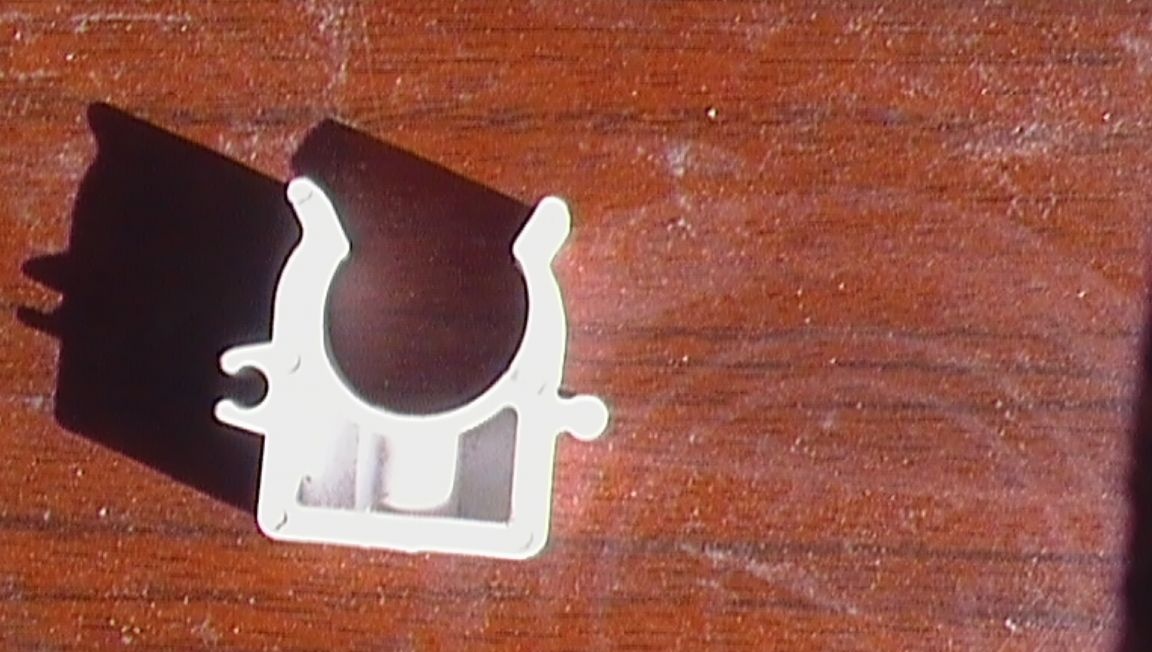
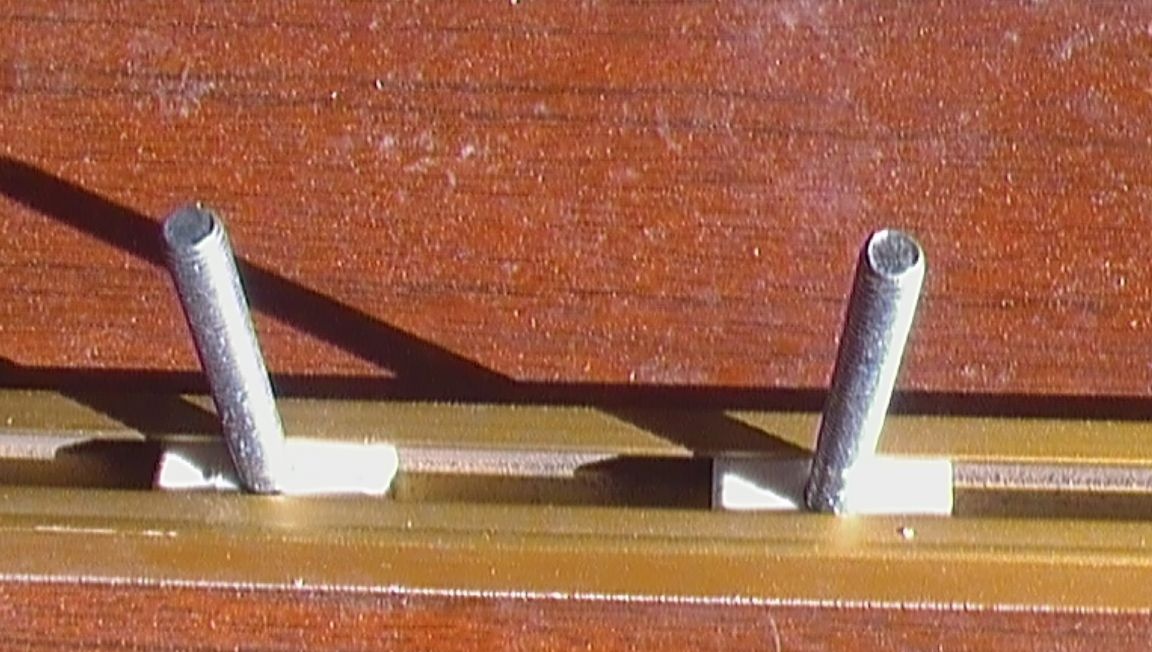
A vezetők alá tesszük és kipróbáljuk a helyszínen. Annak érdekében, hogy a csavarok ne forduljanak el a vezetőkben, a metapol tartóból
Vágja le az alját a kívánt vastagságra. Vágunk, és a középső részt vésővel távolítjuk el.
Fúrunk egy központi lyukat 6 mm-ig. Kiderült, egy ilyen részlet.
Helyezzünk bele egy csavart
A késztermék be van építve az útmutatóba.
A vezető után helyezze be a vágott táblákba.Állítsa be a betéteket
Helyezze fel az azonos méretű második táblát. Fúrunk furatokat a táblák sarkaiba öncsavarozáshoz, és csavarva összehúzzuk a táblákat.
A csavarok kiálló részét turbina segítségével távolítják el.
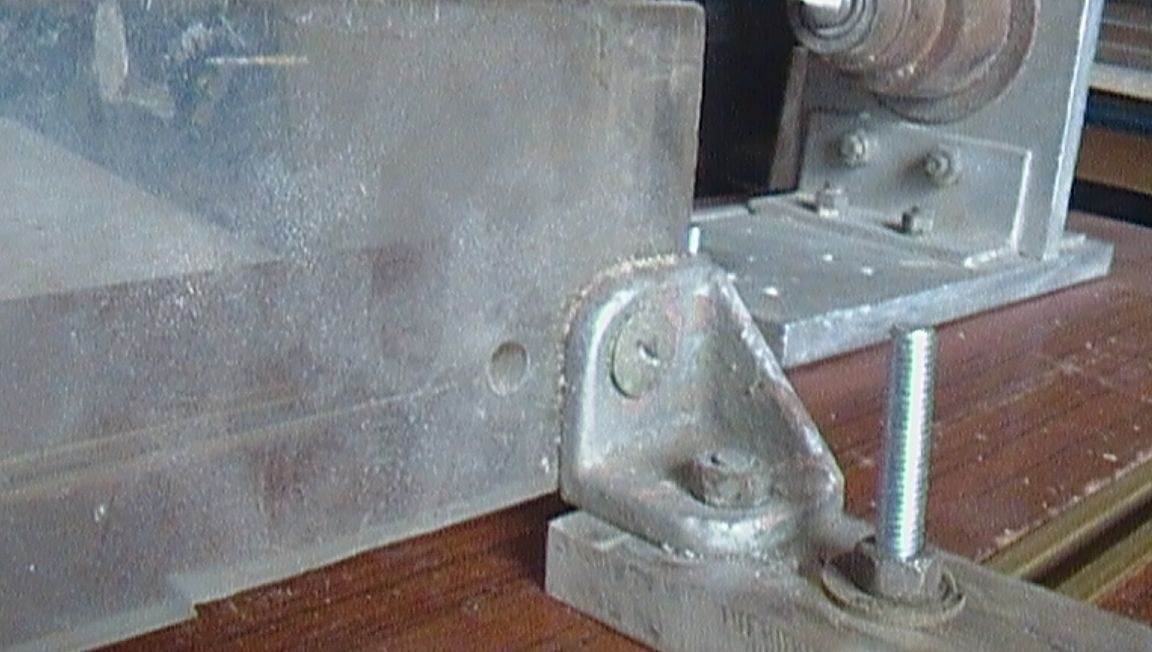
Ezután az egyik végén koaxiálisan rögzítjük az elektromos motor alapját a vezetővel. A másik oldalon a farokállványt telepítjük. Miután felszerelte az elektromos motort az alapra, egyesítjük a középpontot és rögzítjük a motort.
A második vezetőn egy ütközőt telepítünk. 10 mm vastag plexi üvegből készültem. A síntartókban lévő réseket először egy 6,5 fúróval fúrták és fémfűrészeléssel fűrészelték. A sarkokkal a sínhez vannak csatlakoztatva.
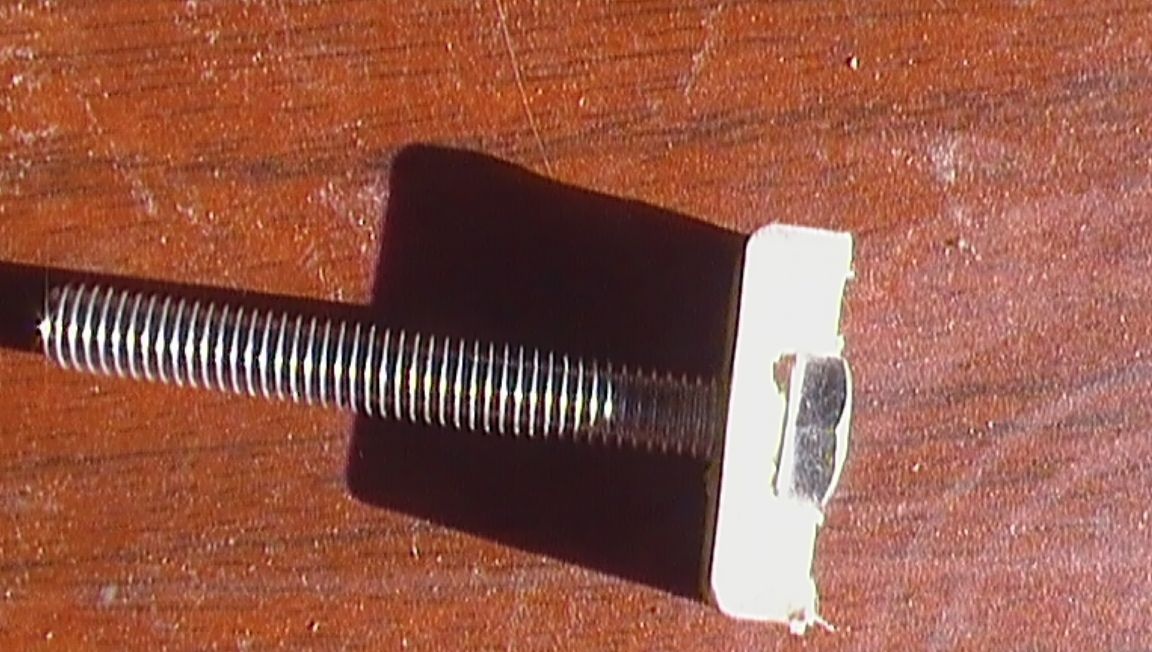
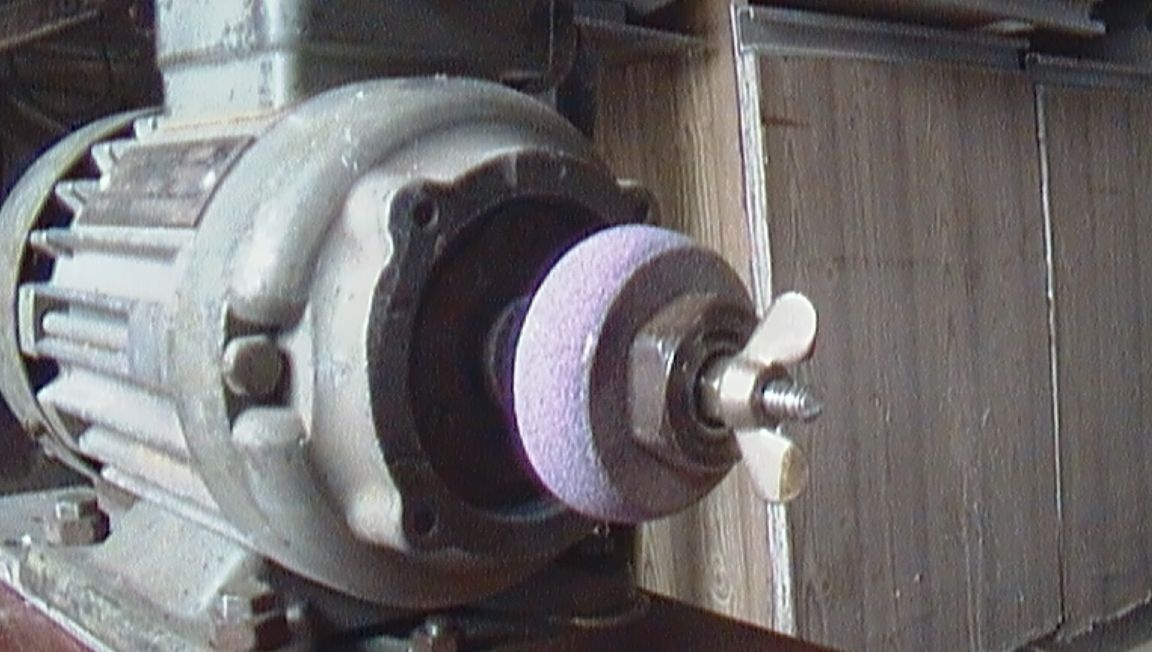
Külön fogom mondani, hogy miként alakult a motor középpontja. Csavarozott 2 anyát az M6 csavarra, csavarkulccsal meghúzta és az elektromos fúrótokmányban tartva a csiszolást a kívánt méretre megmunkálta. Az egyik oldalon a szárnyas anyát földelte.
Élesítés hátulról. Nagyobb munkadaraboknál vastagabb csavart lehet használni. A gép készen áll.
A munkadarabnak a gépbe történő felszerelése után megkezdheti a feldolgozást.
Sok szerencsét mindenkinek a találmányokban és a munkában.