
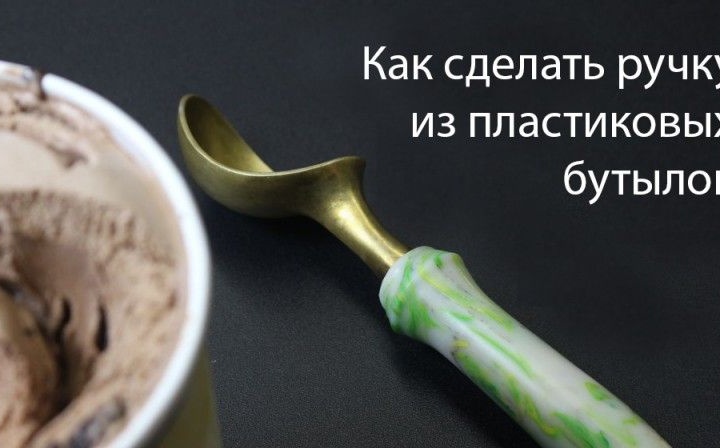
Ez a cikk a használt műanyag palackok újrahasznosításának és újrafelhasználásának sokféle módjáról szól. Ha nagyszámú műanyag palackot halmozott fel, akkor ahelyett, hogy eldobta volna, csodás fogantyúval készítheti őket konyhai eszközökhöz vagy egyéb szerszámokhoz. Így ahelyett, hogy szennyezi a környezetet, készítsen hasznos dolgokat a hulladékból.
Anyagok és eszközök:
- műanyag palackok
-blender
-mini sütő
éles kés
pergamen papír
-Gloves
- csiszolópapír, legfeljebb 12000 szemcsés szemcsékkel
MicroMesh Pads
esztergagép
kör alakú gép
menetes tálca
-konstrukciós hajszárító
A toll műanyag palackokból történő gyártásának részletes leírása.
Első lépés: Nagy sűrűségű polietilén rajongók számára
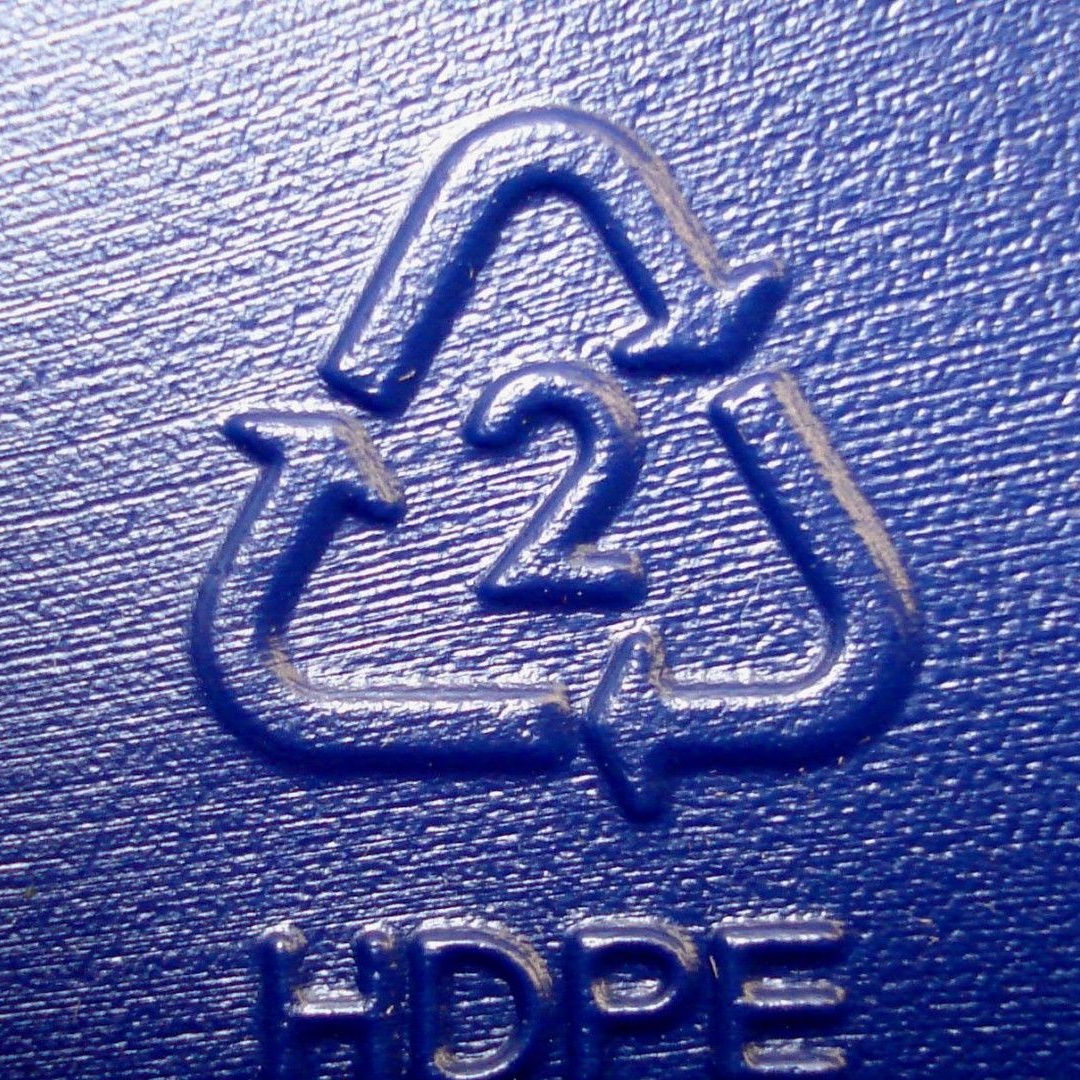


Minden műanyag tartályon fel kell tüntetni annak a műanyagnak a jelölését, amelyből ez vagy a termék készül. Ebben az esetben a toll előállításához használt palackokon a HDPE-vel (HDPE) megjelölt 2-es szám szerepelt. Ez azt jelenti, hogy egy ilyen műanyag magas hőmérsékleten képes meggyulladni és a testre káros füstöket kibocsátani. Ezért az ilyen anyagok hőkezelésével kapcsolatos minden munkát olyan helyiségekben kell elvégezni, amelyek fedélzeti, szellőző és jól szellőzőek.
Toll készítéséhez először darabokra kell vágnia a műanyagot. A legjobb, ha ehhez éles kést használ, majd helyezze a vágott műanyagot egy turmixgépbe, hogy a műanyagot még kisebb darabokra őrölje. Ezután a kapott műanyag zabkást a sütőbe kell helyezni, 165 ° C-ra előmelegítve. Ezen a hőmérsékleten biztosítani kell, hogy a műanyag teljes tömege átlátszó állapotban megolvadjon.
Második lépés: Színvariációk hozzáadása




Az az idő, ameddig a műanyagnak meg kell olvadnia, külön-külön kerül kiválasztásra, nagymértékben függ az edény térfogatától és alakjától, amelyben az újraolvasztás megtörténik. Annak elkerülése érdekében, hogy a tartály elrontódjon az olvadáshoz, és később nem merültek fel problémák az olvadt műanyag szétválasztásával, a szerző pergamenpapírt használt külső héjaként, mivel ez pergamenpapír, amely nem tapad a HDPE műanyaghoz!
Az első tuskóhoz felhasznált műanyag mennyisége 8-9 műanyag palacknak felel meg, amelyekben tej volt. Annak érdekében, hogy a fogantyú, amely ebből a műanyagból készül, világosabb és megjelenése érdekesebb, több mustárból és más kannából készült színes sapkát vágtak és adtak a teljes tömeghez. Ennek eredményeként az így kapott munkadarabnak éles széle lesz, fontos, hogy ezt emlékezzen és kesztyűvel végezze el a munkát.
Színes alkatrészek hozzáadása után a műanyag keveréket egy órán keresztül visszatér a sütőbe. A legjobb, ha a műanyag olvadását 30 percenként ellenőrzi, hogy ne legyen probléma.
Az olvasztási folyamat során a szerző úgy döntött, hogy a meglévő munkadarabot többször elcsavarja. Az ilyen típusú műanyag előmelegített állapotban lágy édességre hasonlít, ezért megfordulása vagy összetörése meglehetősen egyszerű. Egy ilyen manipuláció spirálszerű mintát ad a jövő fogantyújának. Mivel a műanyagnak csavarás közben elég melegnek kell lennie, ezt a munkát szigorúan kesztyűvel is el kell végezni.
A kemencén kívül a műanyag elég gyorsan lehűl és megszilárdul, így dagasztás után a munkadarabot visszatért a sütőbe.
Harmadik lépés: Üres űrlap létrehozása


Amíg a műanyag olvad, a szerző rétegelt lemez formáját készítette, amelyben a műanyag nyersanyag teljesen lehűl.
A forma méretét az alábbiak szerint választottuk meg: magasság 50 mm, szélesség 50 mm, hosszúság 150 mm. A méretet a munkadarab előkészítéséhez szükséges paraméterek alapján választottuk meg, hogy az esztergán kényelmesebben megmunkálhassuk. Kerülni kell a légzsákok kialakulását, amikor műanyagot hűtésre öntnek az öntőformába, ehhez a maximális húzóerőt kell alkalmazni.
A munkadarab körülbelül 12 órán át lehűl, azaz 12 óra elteltével a műanyag teljesen lehűl a forma belsejében, mindaddig, amíg a szorítók meg nem szorítják. Csak így kaphat egy jó minőségű munkadarabot az esztergán történő későbbi feldolgozáshoz.
Másnap, a fa formájának letekercselésével, a szerző kivette a kapott műanyag lemezt. Kiderült, hogy mérete 3x5x15 cm, amely alkalmas a normál fogantyú készítésére.
Negyedik lépés: Csiszolás és nagyolás







Mivel kényelmesebb lenne egy egyenletes oldalú munkadarabot használni az esztergán, a szerző úgy döntött, hogy négyzet alakúvá vágja. Kör alakú gépet használtunk a munkadarab alakjának összehangolására. Ezután a munkadarabot rögzítették az eszterga tokmányban, majd hengeres alakba fordították.
Csiszolás után számos apró üreg található a munkadarab belsejében. Ezeket az üregeket hajszárítóval és műanyag forgácsrészecskékkel meglehetősen könnyű rögzíteni. A forgácsot kemencében, pergamenlemezen, 165 fok hőmérsékleten, néhány percig fel kell hevíteni. Ezután a munkadarab problematikus területét egy építő hajszárítóval melegítjük, és az üregeket a kemencében előmelegített műanyaggal megtöltjük.
A legjobb hatás érdekében egyenletesen fel kell melegíteni a munkadarabot, és spatula segítségével nyomja meg a műanyag forgácsot mélyebben a munkadarab üregébe. Ha az üregeket forgáccsal tölti fel, és a munkadarabot még néhány órára lehűti, akkor a fogantyú számára kiváló munkadarabot kap, amely üregek formájában nem tartalmaz hibákat.
Ötödik lépés: A megmunkálás és a csiszolás befejezése


A munkadarab teljes lehűléséhez szükséges idő megvárása után folytathatja a következő feldolgozást. Annak érdekében, hogy a fogantyú ne karcoljon, sima formát kell adnia a munkadarabnak. Ennek érdekében a szerző úgy döntött, hogy nedves csiszolópapírt használ. A szerző szerint a HDPE műanyag feldolgozása nem különbözik nagyban az akril alkatrészek feldolgozásától. A feldolgozáshoz 12000 darabos szemcsés csiszolópapírt, valamint MicroMesh párnákat használtak. Mivel a HDPE meglehetősen csúszós, a csiszolás éppen ilyen szemcsékkel lesz a legoptimálisabb és kényelmesebb.
Hatodik lépés: Rögzítsen egy szerszámot vagy tartozékot ragasztó nélkül



A fogantyú átvétele után problémát okozott a kanálhoz való rögzítés, mivel a használt műanyagot nehéz szorosan ragasztani. Ezért úgy döntöttek, hogy a fogantyút meglehetősen szokatlan módon rögzítik. Először egy 8 mm átmérőjű lyukat fúrtak a fogantyú kanállal történő felszerelésének helyére. Ezután egy propán fáklya segítségével a kanál menetét melegítettük. A rögzítési ponton lévő fogantyút ismét építőipari hajszárítóval melegítettük.
Fontos, hogy ne felejtsük el a biztonsági intézkedéseket, és a forró alkatrészekkel végzett munkát védőkesztyűben kell elvégezni.
Amikor mindkét alkatrész megfelelő hőmérsékleten van, akkor csak el kell vennie és becsavarni a kanalat a fogantyúlyukba. Az ilyen rögzítés az alkatrészek lehűtése után meglehetősen erős lesz annak ellenére, hogy nincsenek további alkatrészek vagy anyagok. Ezért ez a módszer a szerző szerint a legmegfelelőbb és legkényelmesebb.
Hét lépés: Záró szakasz



Miután a kanalat becsavarozta a műanyag fogantyúba, a szerző levette a gépről, és újra kézzel csiszolta. Így kaptak egy szép, kényelmes kanalat újrahasznosított műanyag palackokból.
