

A szerző úgy döntött, hogy elkészíti ezt a kést, és bemutatja unokaöccse, aki 13 éves lett. Tehát a méretét megfelelővé teszik. De ezt a megközelítést könnyedén elkészítheti bármilyen alakú és méretű pengét.
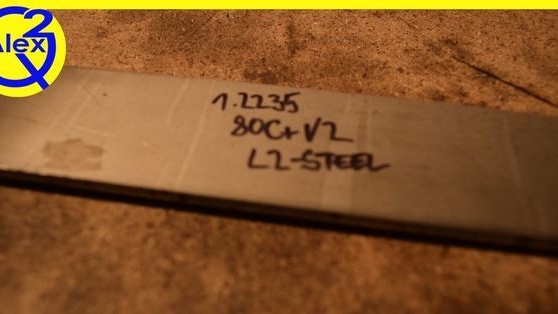
Minden kiváló minőségű anyagokból, magas széntartalmú acélból készül, amelyet a szerző kifejezetten ilyen célokra vásárolt, és a penge anyagává válik.
Anyagok és eszközök házi:
anyagok:
- magas széntartalmú acél forrása (vastagsága 3,2 mm);
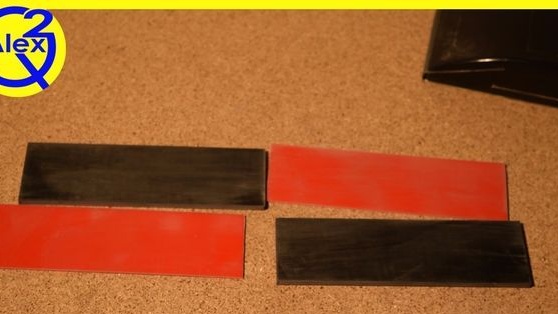
- piros színű betétek (G10 - 1 mm x 40 mm x 250 mm);
- acélrudak a csapokhoz (6 mm);
- fekete lemez Kydex;
- epoxi és így tovább.

műszerek:
- daráló csiszoló- és vágótárcsákkal;
- jó fúró;
- övcsiszoló gép (vagy más csiszológép);
- csiszolópapír a géphez 600, 1000, 1200, 1500, 2000 szemcsés szemcsékkel;
- propánégő vagy más hőforrás, amelynek hőmérséklete meghaladja az 1200 Celsius fokot;
- tűzálló tégla;
- lenmagolaj, viasz.
A kés készítésének folyamata:
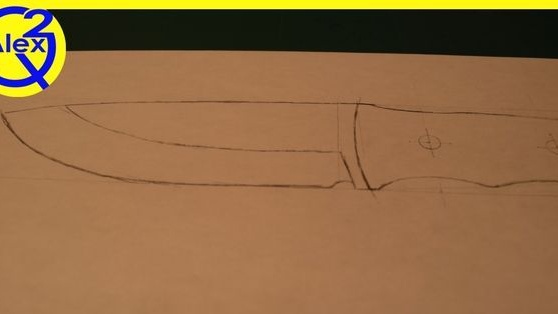
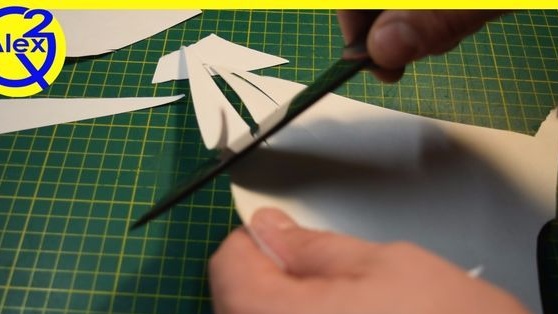
Első lépés. Design és sablon
Először létre kell hoznia a megfelelő késprojektet papíron. Nos, akkor csak vágd le. Akkor nagyon kényelmes lesz rajta pengeprofilt készíteni.

Második lépés Pengék profilját képezzük
Mindenekelőtt a szerző határozza meg, mennyi ideig szükséges a munkadarab. Most már csak meg kell vágnia a felesleget tőle darálóval vagy más szerszámmal.





Javasoljuk továbbá, hogy a munkadarabot alaposan megőrölje, hogy kiegyenlítse azt, valamint távolítsa el a rozsdát és más szennyeződéseket. A biztonság érdekében az éles élek is simíthatók. Ilyen célokra a szerző szalagcsiszolót használt.



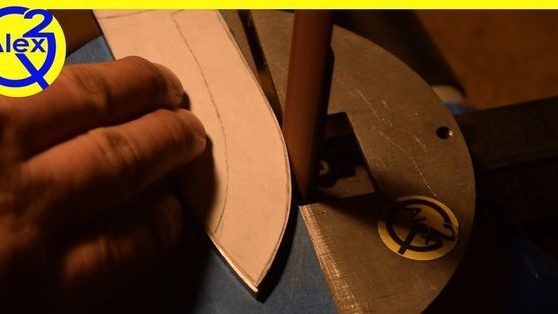
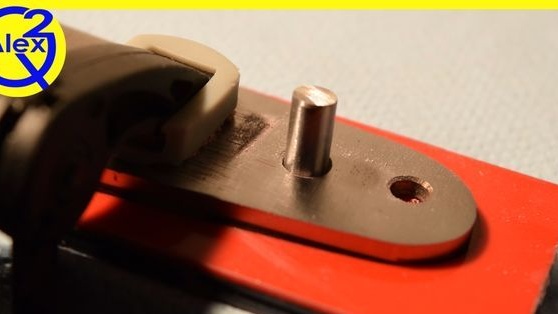
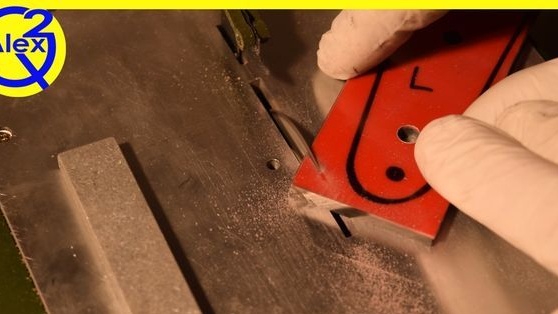
Ezt követően a papírból vágott sablont ragasztani kell az üres lapra.




Fontos, hogy ne felejtsük el jeleket tenni a fémre, ahol a lyukak találhatók. Megdönthetők.
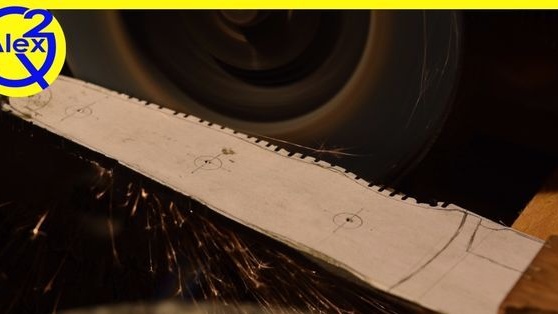
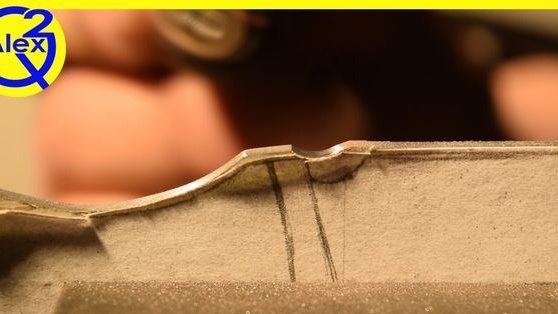
Nos, a szakasz végén a szerző képezi a penge elsődleges profilját. Itt szüksége lesz darálóra vagy darálóra egy 40-es szemcseméretű csiszolókoronggal.





Harmadik lépés Az övcsiszolón dolgozunk
Most a kés megtisztítható a ragasztott sablonról, valamint a profil vágása is.





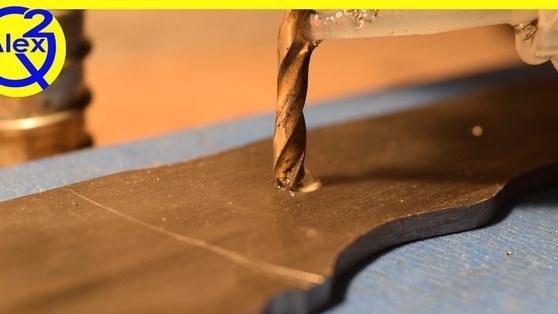
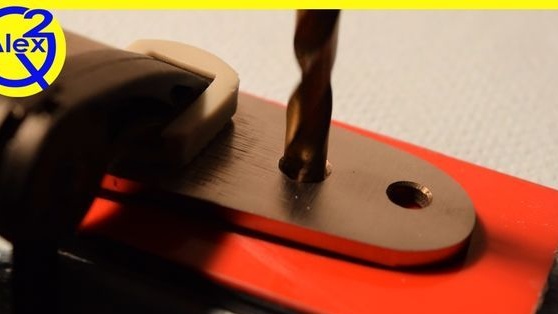
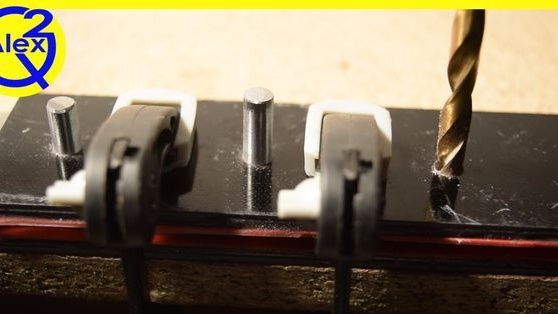
Negyedik lépésFúrjon furatokat
Ebben a szakaszban a szerző lyukakat fúr a munkadarabban. Első pillantásra ez a feladat egyszerűnek tűnik, de a magas széntartalmú acél fúrása néha nem olyan egyszerű.




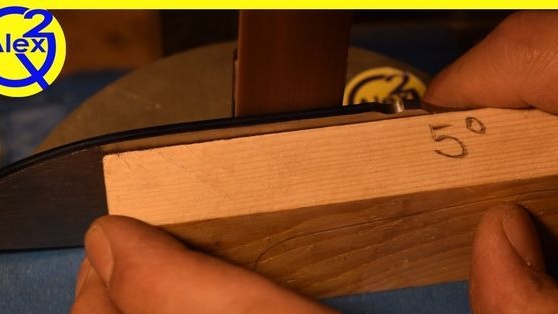
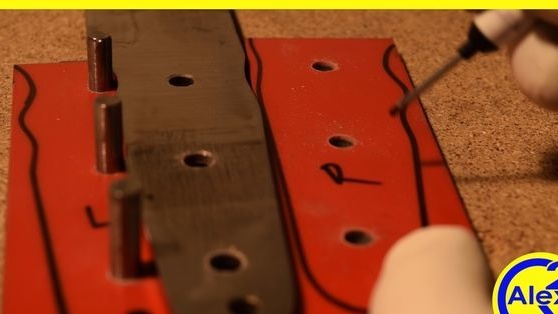
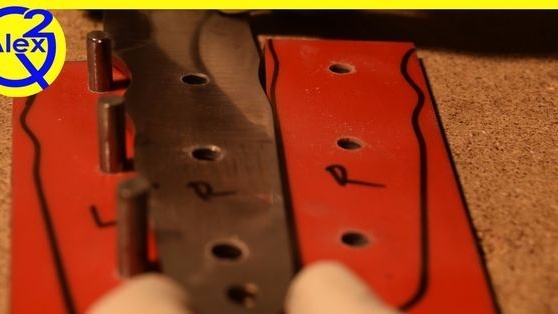
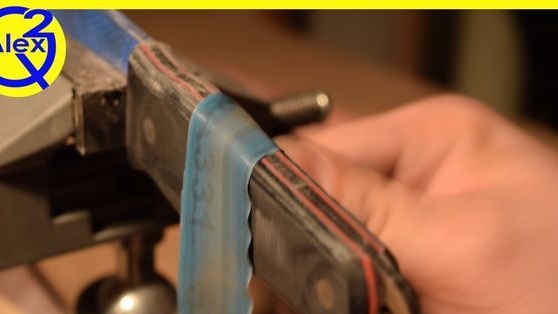
Ötödik lépés Kés ferde
A szerző úgy döntött, hogy teljes egészében komolyan veszi a dúd gyártását. Először mindent gondosan megjelölt, meghatározta a szükséges szöget, majd szegélyeket alakított ki a szalagcsiszolón.





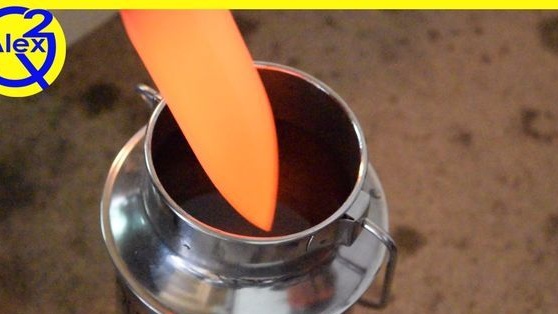
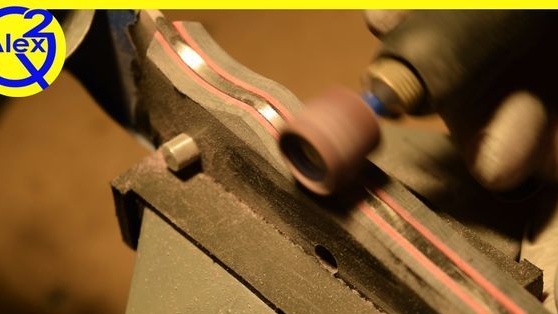
Hatodik lépés Megkeményítjük a pengét
Az edzés nagyon fontos pillanat a kés gyártásában. A magas széntartalmú acél keményedéséhez élénkvörös vagy narancssárga színűre kell melegíteni, majd olajban lehűteni. A szerző 806 krV2 hőmérsékletről 840 ° C - 880 ° C hőmérsékletre melegítette előformáját, majd növényi olajban lehűtte.
Melegíteni kell „hátulról”, miközben a hő eloszlik egy keskenyebb részre. A megadott hőmérsékletet kb. 5 percig kell fenntartani, hogy az acél egyenletesen felmelegedjen. Miután az olajat acélra engedte, hagyja teljesen lehűlni.
Ha a penge jól megkeményedett, akkor azt ne vegye magával.



Ezt követően a kést csiszolópapírral kell megtisztítani.

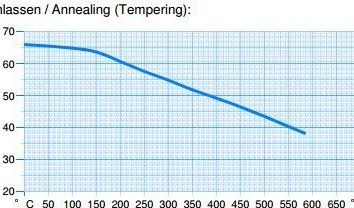
A kés ideális keménységének eléréséhez az acélnak kissé ki kell engednie. Itt sütőre lesz szüksége, benne két órát kell melegíteni.
Íme néhány példa a hőmérsékleti viszonyokra az acél típusától függően:
150 ° C (302 ° F) - 63 HRC
200 ° C (392 ° F) - 60 HRC
250 ° C (482 ° F) - 57HRC


Hetedik lépés. Tollkészítés
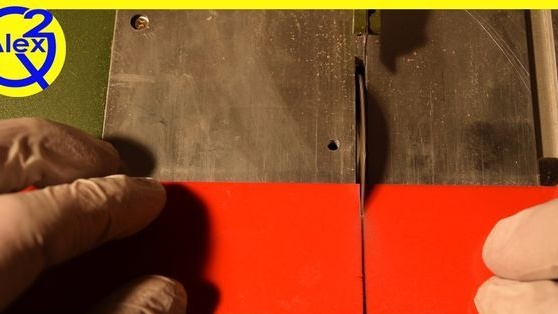
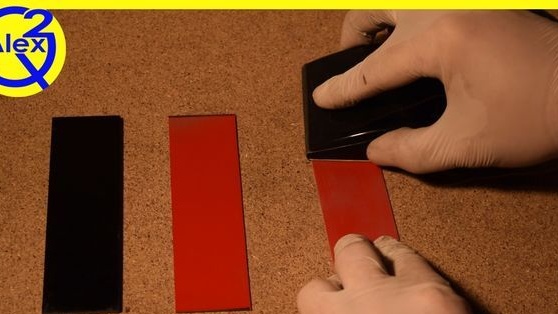
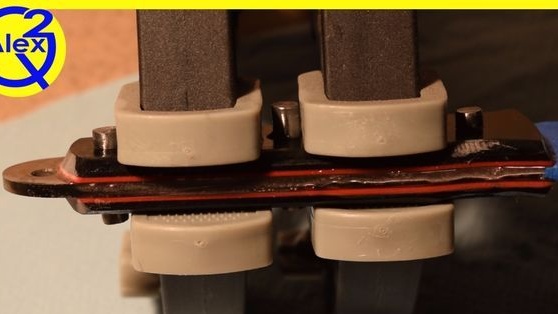
Toll készítéséhez a szerző úgy döntött, hogy G10-et vásárol. A vörös és a fekete részeket választottuk. Ez az egész klasszikusan megy végbe. Először rögzítse a pengét az anyaghoz és körözze meg az alakot. Ezután az összes alkatrészt összehúzza, a csapok furatát fúrják és összekapcsolják.





















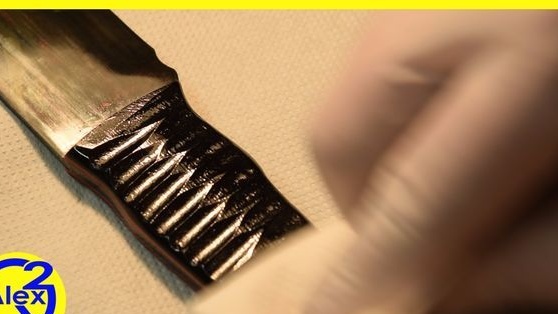
A fogantyút epoxival ragasztják, miután megszilárdult, a fogantyút végül csiszolni lehet.








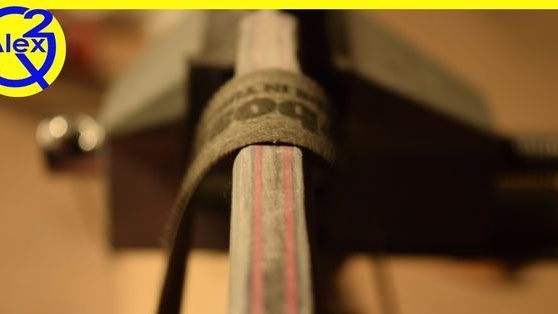



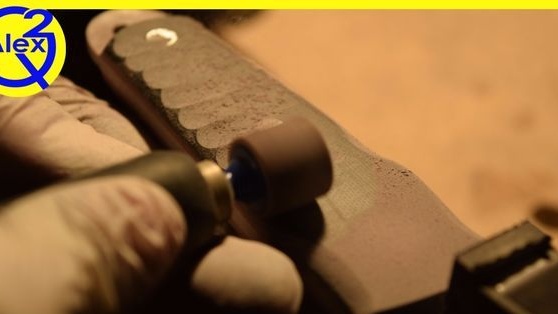
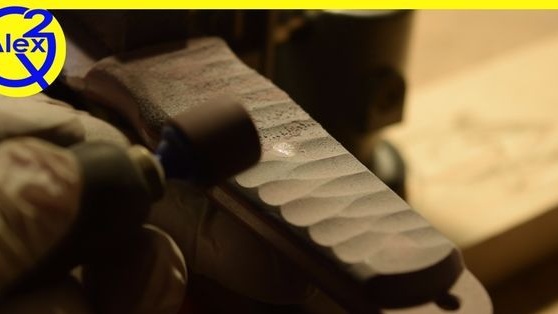


A szerző bordázza a fogantyút is, hogy kényelmesen illeszkedjen a kézbe és szép megjelenésű legyen.
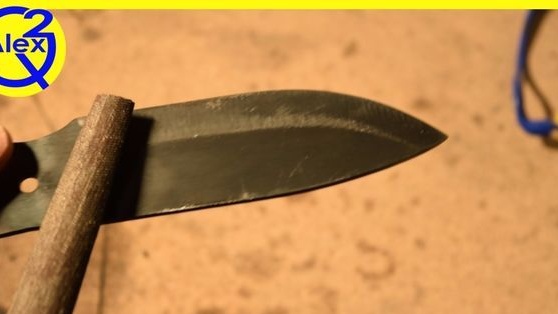
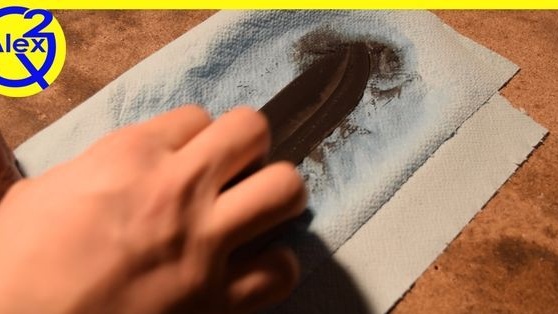
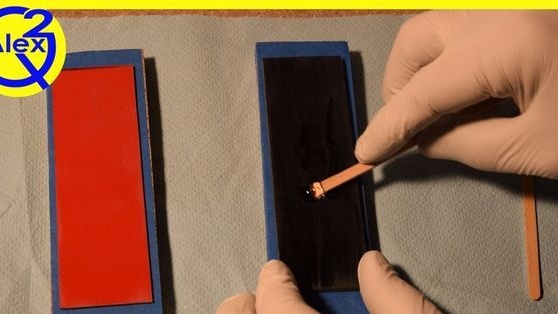
Nyolc lépés. patina
A kés fémének a rozsdától való védelme érdekében a szerző úgy döntött, hogy egy patinával borítja azt. Ennek a folyamatnak a felgyorsítása érdekében egy speciális reagenst vásároltunk.




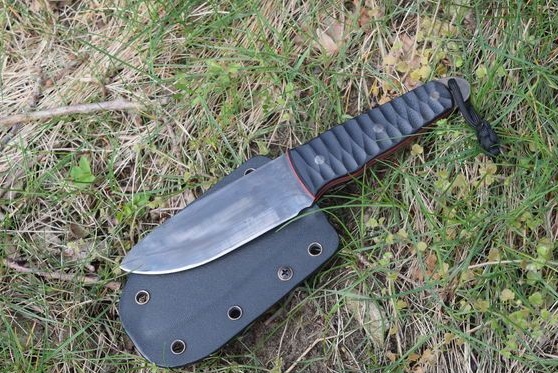
Kilencedik lépés. A kés élezése és ellenőrzése
A kés fő élezését szalagcsiszolón végezzük, de kézi élezésével tökéletes élességet kap. Itt 3000 és 6000 szemcseméretű vízkőt használnak.



Az élezésnek olyannak kell lennie, hogy a kés gond nélkül vágja le a papírt.


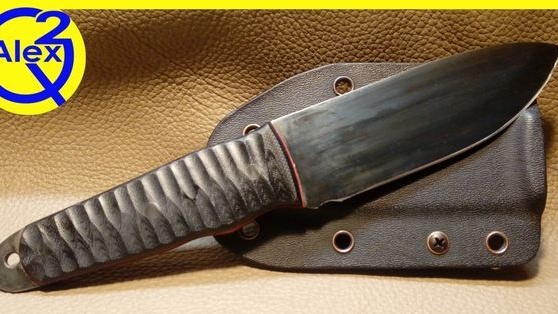



Összegzésképpen védelem céljából bevonva olajjal.