

A mai cikkben megvizsgáljuk a jó erős kés Damaszkusz acélból történő előállításának technológiáját. A kés hagyományos stílusban készül, vagyis kovácsolással. Itt szüksége lesz kandallóra, üllőre, kalapácsra és sok türelemre.
A damaszkuszi acél egyik sajátossága, hogy gyártása során különféle fémeket kevernek kovácsolással. Először a lemezeket előkészítik, majd hegesztik, melegítik, majd a munkadarabot csavarják össze, hogy minden fajta fém összekeveredjen.
Mivel a kés veszélyt jelenthet az egészségre, azt nem szabad instabil pszichés emberek kezébe adni.
Anyagok és eszközök kés készítéséhez:
Anyagokból:
- legalább két fokozatú acéllemezek (kívánatos nagy acéltartalmú acél használata, akkor ez jól megkeményíthető. A szerző kétféle acélt használt, ezek 1095 és 15n20);
- fluxus (bóraxra lesz szükség, megvásárolható egy boltban);
- hosszú rudazat (szükséges ahhoz, hogy a munkadarab hegeszthető legyen kemencében történő melegítéshez);
- bármilyen fa közül lehet választani;
- epoxi ragasztó (lehetőleg gyorsan szárad);
- sárgaréz szegecsek;
- lenmagolaj vagy más fa impregnálás;
- növényi olaj acél edzéséhez;
- vas-klorid.

Az eszközök közül:
- üllő (lehetőleg valódi nagy üllő. Szélsőséges esetben egy darab sín, egy kalapáccsal és egyebekkel);
- kalapács (a szerző 1,3 kg súlyú keresztirányú ütőgéppel használt);
- hegesztés (neki kényelmes hegeszteni a lemezeket és rögzíteni a szerelvényeket, de ha nem, akkor használhatja a huzalt);
- kovács kovácsoláshoz (meglehetősen magas hőmérsékleten kell lennie, hogy a lapok összeolvadjanak);
- övcsiszoló (használhat egy fájlt, de sok erőt és türelmet igényel);
- sütő (vagy más alkalmazkodás fém melegítésére edzés céljából);
- fúrógép vagy fúró;
- Vise (nagyon hasznos a folyamatban.


A kés készítésének folyamata:
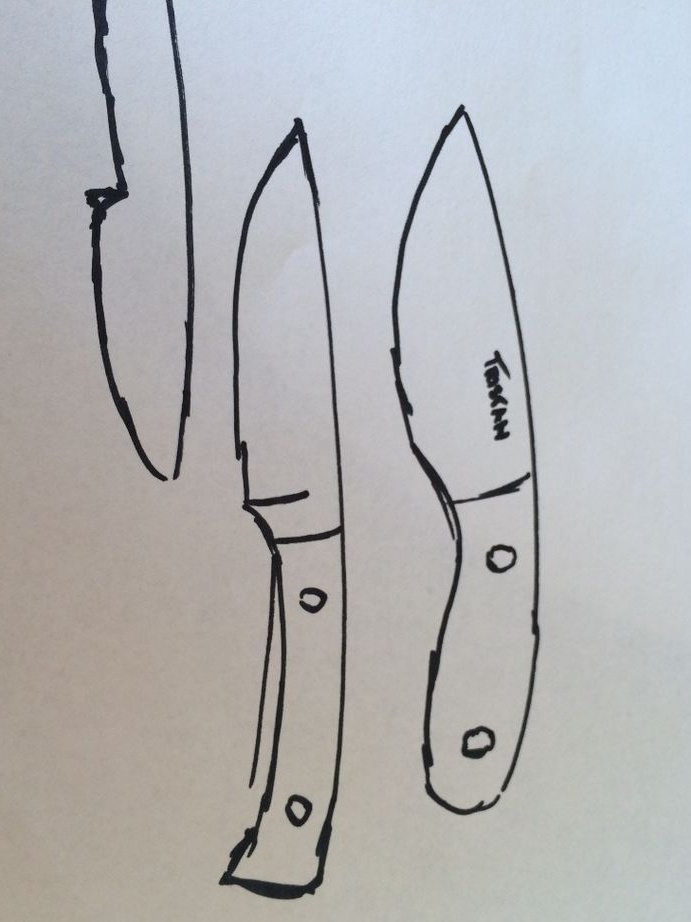
Első lépés. Nyomatok gyűjtése
Ebben a szakaszban a szerző nyomatokat készít. A lemezeket a kívánt hosszúra kell vágni, a szerző számára ez 7,6x1,2 cm. Fontos szempont, hogy minél nagyobb a munkadarab, annál nehezebb kés késni. Az előzetes hegesztési helyeket gondosan meg kell tisztítani a rozsdától és a pikkelytől. A lemezeket váltakozó fémekkel rakják egymásra.



Összegzésképpen: egy megerősítő darabot hegeszteni kell a munkadarabhoz, hogy azt be lehessen helyezni a kemencébe. Természetesen a vasalás hegesztése helyett a munkadarab hosszúkerekes fogóval kihúzható.
Második lépés A munkadarabot a kemencébe küldjük
Most a munkadarabot először hevítik és kovácsolják. A kürt szerző házi készítésű gázpalackból. Bent tűzálló cementtel és koolin gyapjúval készítik. Mivel a kandalló kicsi, ezért könnyen melegíthető a kívánt hőmérsékletre.





A fémet cseresznyevörös színre kell melegíteni, az extrahálás után azonnal meg kell permetezni egy barnaval, hogy eltávolítsák a léptéket és megakadályozzák az oxigénnel való kölcsönhatást. Különösen meg kell próbálnia kitölteni a boraxot a lemezek rései között, így a fém jól keveredik, és a lehető leginkább homogén lesz. Ezt az eljárást többször kell elvégezni, szükség esetén eltávolítva a skálát.
Ezenkívül a munkadarab felmelegszik a kovácsolás hőmérsékletéhez, a szerző szerint ez 1260-1315 körüli tartományban van. körülbelülC. A fémnek élénk sárga vagy narancsszínűvé kell válnia. A munkadarab eltávolítása előtt meg kell győződnie arról, hogy már van-e üllő és kalapács a kezedben, mivel a fém lehűl és nem veszíthet időt.
Ennek eredményeként a kovácsolással a munkadarabot megfeszítik, hogy meghajolhassa.
Harmadik lépés Keverő acél
Ebben a lépésben a munkadarab többször felmelegszik és kovácsolásra kész, minél többször megteszi, annál jobb a fémkeverék. Először a munkadarabot meg kell kovácsolni úgy, hogy kétszer olyan hosszú legyen, mint amennyire volt. A fémszintet a lehető legszorgalmasabban feszítse ki. Ezután a közepén egy vésőt készít egy vésővel, és a munkadarabot felére hajtják. Ezután ismét melegítjük és kovácsoljuk, amíg a két lemez homogénné válik. Összességében a szerző négyszer hajtogatta a fémet, végül 112 réteget kapott.
Több réteg megkötésekor fontos, hogy mindig barnát használjon, és tisztítsa meg a skáláról.



A rétegek kiszámításának képlete a következő: a kiindulási összeg * 2 a hajlítások számának fokában, azaz 7 * 2 ^ 4 = 112).
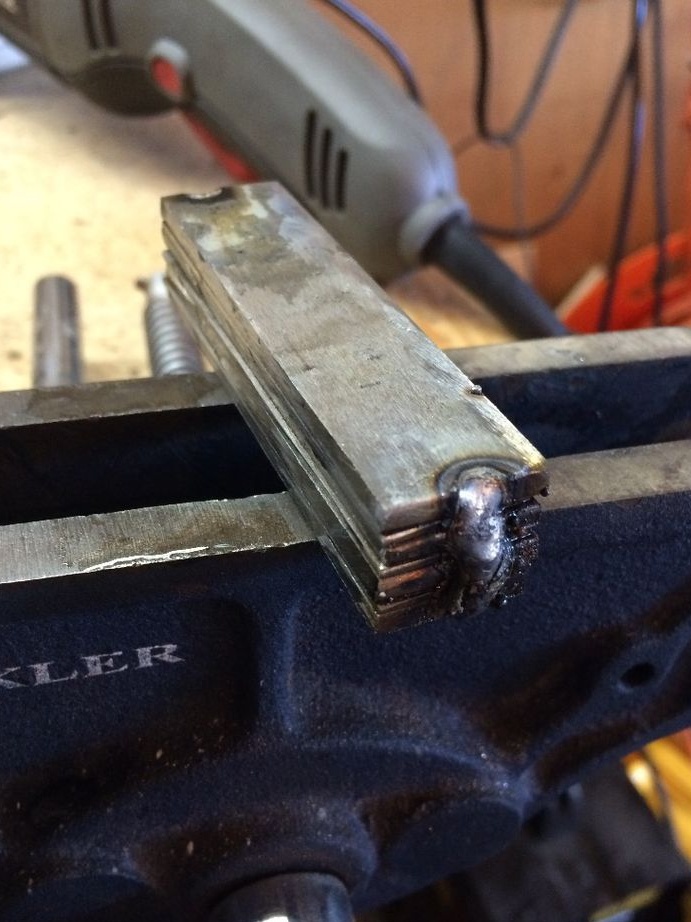
A végén a munkadarab újra felmelegszik a kovácsolási hőmérsékletre, az éle az üllő horonyjába illeszthető és spirál alakban csavart. Ezután ezt a spirált ismét téglalap alakúvá kell alakítani. Összegzésként ellenőrizheti, hogy a rétegek homogének-e a munkadarab egy vagy több szélének lecsupaszításával.
Negyedik lépés A fő profil kovácsolása
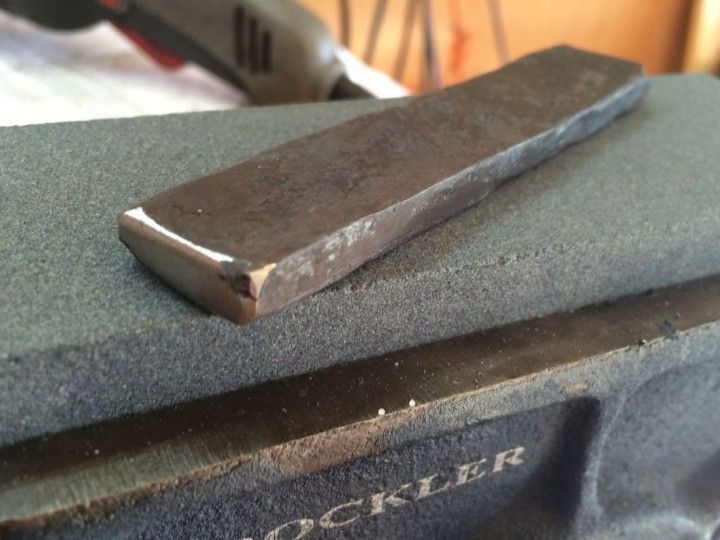
Ebben a szakaszban a szerző kovácsolással formálja a fő késprofilt. Ebben a szakaszban beállíthatja a kés ferde oldalát is, így később kevésbé kell dolgoznia a darálón vagy a marón, ami utóbbi esetben nagyon szomorú.


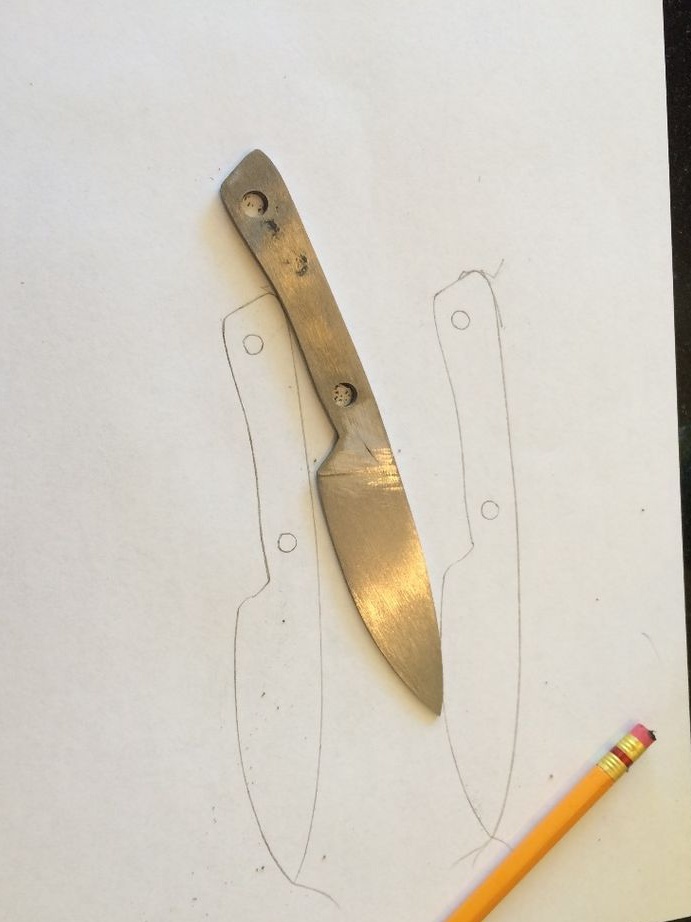
Ötödik lépés Csiszolja a profilt
Ha nincs csiszológép, akkor sok időre és erőfeszítésre lesz szüksége ennek a lépésnek a végrehajtásához. Itt szüksége lesz egy fájlra és egy darálóra.








Az őrlés vége felé fúrjon lyukakat a fogantyú rögzítéséhez a munkadarabban. Még itt, néhány részletet 400-as szemcséjű fájllal kell lezárni. Először meg kell élesítenie a kést, de nem kell élesre tennie, mivel az megkeményedhet.




Hatodik lépés Fém edzés
Az edzés nagyon fontos pillanat a kés gyártásában. Attól függ a jövőbeli penge szilárdsága, és ha megsértik a technológiát, a munkadarab egyáltalán tönkremehet. Mindenekelőtt az acélt lehetőleg engedni kell. Ezt úgy végezzük, hogy a fém ne vezesse a kioltás során, és a penge nem vetemedik fel. A fém többszörös melegítés útján szabadul fel olyan hőmérsékletre, amelyen az acélt már nem vonzza a mágnes. Összességében az ilyen fűtéseknek három és öt között kell lenniük. Az acélnak fokozatosan lehűlnie kell a szabadban.



Ezután az acél megkeményíthető. Ismét melegítjük kritikus hőmérsékletre, majd meleg olajjá engedjük.A magas széntartalmú acélt nem kell vízben oltani, mivel túl gyorsan lehűti a fémt és elbomlik.
A keményedés után az acélt elengedni kell, hogy ne legyen törékeny. Ehhez a munkadarabot egy kemencébe helyezzük, amelynek hőmérséklete 205 fok, és egy órán át melegítjük. Aztán hagyni kell fokozatosan lehűlni.
Hetedik lépés. Penge maratása
Maratáskor a penge jellegzetes mintázatot kap. Ez az egész vegyileg történik villamosenergia-felhasználás nélkül. Vas (III) -kloridot az utasítások szerint kell elkészíteni, a szerzőnek három rész vízből és egy rész vas-kloridból áll. Az öregedés csak 3-5 percig tart.


Nyolc lépés. Összegyűjtjük a fogantyút és élesítjük a kést
Sok módszer létezik a kések fogantyúinak elkészítéséhez. Használhat különféle faanyagot, állati szarvot, csontot, műanyagot és egyéb anyagokat. A szerző úgy döntött, hogy cseresznye és sárgaréz szegecseket használ erre a célra, és mindegyik klasszikusan kapcsolódik az epoxi ragasztón. Összefoglalva: a tollat 400 szemcsével csiszolják meg, majd alaposan átázják lenmagolajban.


A kés végén csak élezni kell. Ilyen célokra a szerző közönséges hangszínt használ. De hogy a penge tökéletes legyen, használjon vízkőt, fokozatosan csökkentve a szemcse méretét.




A kés teljes hossza körülbelül 15 cm volt.