

Helló újra. Nem olyan régen leírtam utasításokat egy lézergravírozó CD-ről vagy DVD-ről való létrehozására. A lézergravír első verziója teljesen működött, de számos probléma nélkül. Először az L9110S motormeghajtót használtam, ezáltal elvesztette a képességét a motor mikroszintjének használatára, és ennek eredményeként a metszet felbontása korlátozott volt. Probléma merült fel az is, hogy a gravír szoftver nem kompatibilis a normál gravír programokkal. A második verzióban eltávolítottam az összes hibát, és a gravírozó kezdett megfelelni a szabványoknak, és betartani a G-kódokat is. Az alap változatlan maradt, megváltoztak az elektronika és a szoftver. Bemutatom az utasításokat az előző felszereléséhez vagy egy új lézergravírozó létrehozásához.
Szükségünk van:
- DVD-ROM vagy CD-ROM
- 10 mm vastag rétegelt lemez (6 mm is használható)
- Fa csavarok 2,5 x 25 mm, 2,5 x 10 mm
- Arduino Uno (kompatibilis táblák is használhatók)
- Arduino CNC Shield v3
- Lézer 1000mW 405 nm Blueviolet
- A4988 lépcsõs motoros meghajtók radiátorokkal 2 db.
- 5 V tápegység (régi, de működő számítógépes tápegységet fogok használni)
- TIP120 vagy TIP122 tranzisztor
- Ellenállás 2,2 kOhm, 0,25 W
- összekötő vezetékek
- 2,54 mm-es dugaszoló csatlakozó
- Eletrolobzik
- fúró
- Fúrók fához 2, 3, 4 mm
- Csavar 4 mm x 20 mm
- 4 mm-es anyák és alátétek
- forrasztópáka
- Forrasztott, kolofon
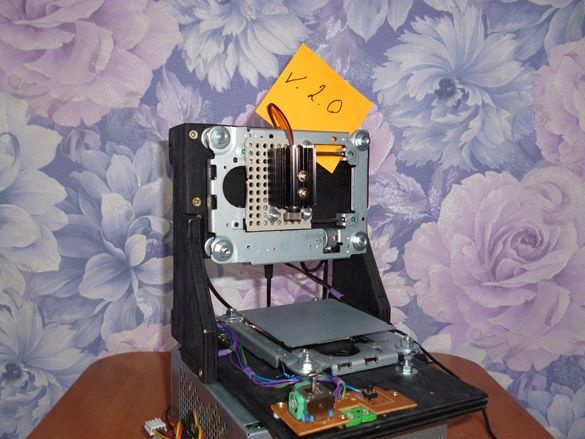
1. lépés Összeállítjuk a házat, a mechanikát és előkészítjük az áramellátást.
Itt mindent pontosan úgy csinálunk, mint az utasítás első, második és harmadik lépésében "Lézergravír a régi DVD-ROM-ról".
A negyedik lépést el lehet hagyni, mivel nincs szükségünk joystickra. Az összes parancsot a terminálon küldjük el.
2. lépés: A motorok előkészítése.
A léptetőmotorok és kocsik eltávolításáról az első cikkben olvashat. Tehát, mivel ott forrasztjuk a vezetékeket a motorokhoz. A Dupon csatlakozókat szegecselték a vezetékek másik végén:
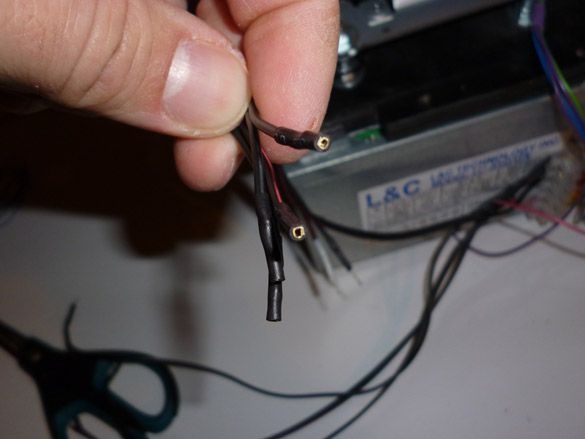
Ha van, akkor kényelmes műanyag tokot használni, négy huzalon. Ha nem, akkor te is, mint én, hővezető zsugoríthat minden vezetéket.
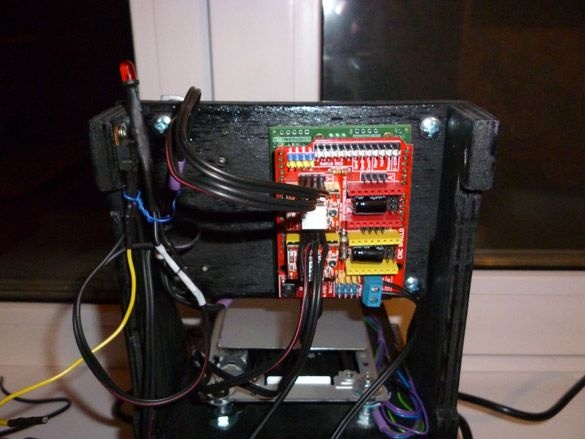
3. lépés Összegyűjtjük a villanyszerelőt.
Gravírunk agya Arduino Uno.

Helyezze be a metszet hátuljába:

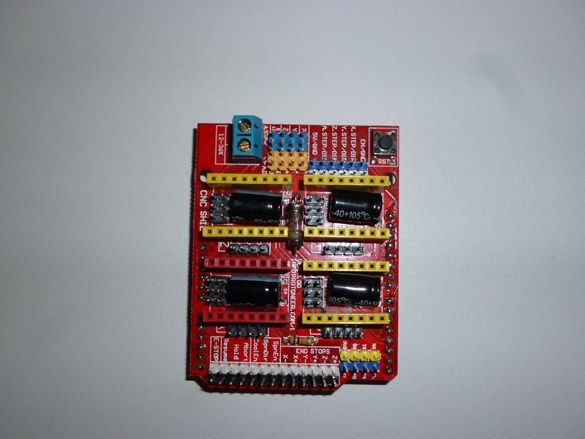
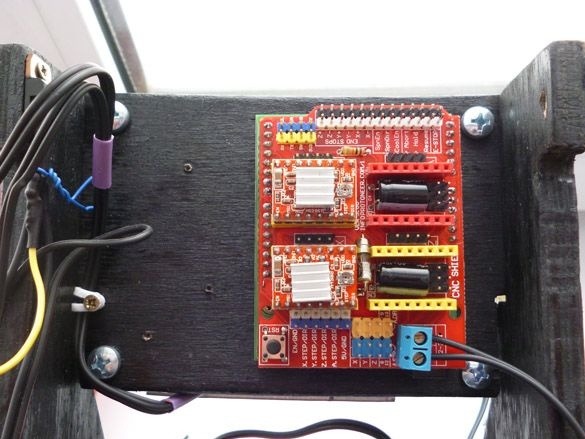
Az egyik legfontosabb alkatrész az Arduino CNC pajzs. A bővítőkártya harmadik verzióját fogjuk használni. Hála neki, jelentősen csökkenteni fogjuk a huzalok számát és egyszerűsítjük a metszet összeszerelését:
És a másik oldalról:

Az Arduino CNC Shied v3-at tesszük az Uno tetejére:

A jumpereket mellékelni kell a bővítőlaphoz. A meghajtó telepítése előtt telepíteni kell az átmeneteket az X és Y tengelyre, nevezetesen az MS0, MS1 és MS2 jumpereket kell telepíteni az X és Y tengelyre.Így a mikrolépést 1 \ 16 értékre állítjuk. Ha összezavarod egy kis utasítást erről a bővítőkártyáról:
Online fájl megtekintése:
A rajzok így néznek ki:
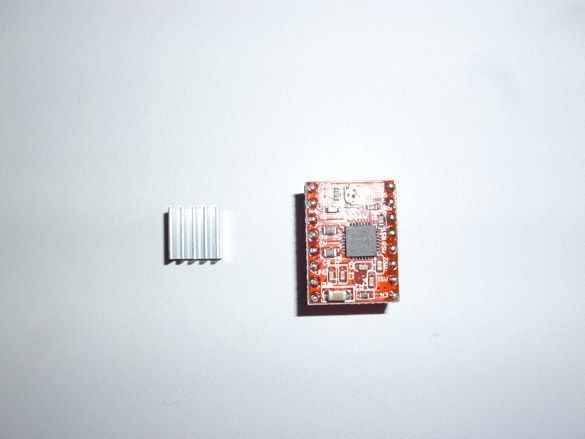
Először telepítse a radiátorokat a meghajtóra:
Aztán a helyükre helyezzük az X és Y tengelyekre, ügyeljen a vezető helyzetére. Mivel könnyen telepíthető, az nem igaz. A meghajtó EN gombjának egyeznie kell a bővítőkártya ugyanazon aljzatával:
Javaslom azonnali vásárlást, amely Arduino Uno, CNC Shield és A4988 illesztőprogramokból áll, radiátorokkal. Ez olcsóbb, és nem kell megvárnia, amíg a következő elem megjelenik.
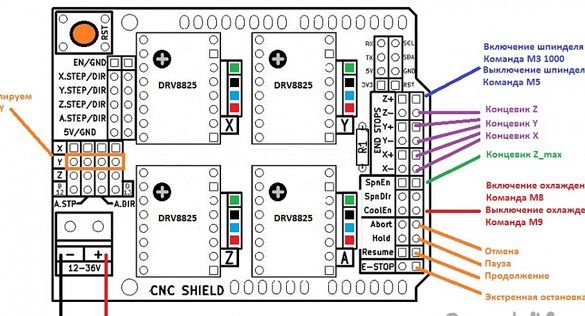
A kész lézer, amelyet meghajtóval és hűtő radiátorral vásároltunk, akár 500 mA-t is fogyaszthat. Nem csatlakoztatható közvetlenül az Arduino-hoz. A probléma megoldásához vegyen egy TIP120 vagy TIP122 tranzisztorot. A 2,2 kOm-os ellenállás a tranzisztor alapja és az Arduino 11. csapja közötti résbe van beépítve. A CNC pajzson ezt a csapot Z + -nak jelölik. Ez nem helyesírás. Itt a helyzet. A jövőre nézve azt mondom, hogy együtt fogunk működni a GBRL 1.1 firmware-vel. A CNC Shield v3 a firmware korábbi verziójára készült. A GBRL 1.1 verzióban a fejlesztők úgy döntöttek, hogy újrakészítik a portok számozását, és ezért különbözik a táblán írtól. Nevezetesen a Z + (D12) és Spn_EN (D11) cseréjét végezték el. Az orsó a D11-hez van csatlakoztatva, amely PWM-port, a motor fordulatszámának vagy esetünkben a lézerteljesítmény szabályozásához. Kép módosított csapokkal:
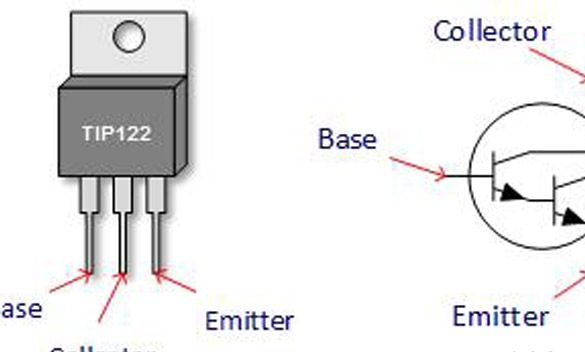
Alap - R 2,2 kOm - 11. tű Arduino (Z + CNC Sheild)
Gyűjtő - GND lézer (fekete huzal)
Emitter - GND (Közös tápegység)
+5 lézer (piros vezeték) - +5 tápegység
Az áramkör nem bonyolult, ezért mindent felforrasztunk a súlyban, szigetelve a tranzisztor vezetékeit és lábait, és hátra, oldalra sugározva

A GBRL firmware beállítása nem könnyű feladat, főleg kezdőknek. És egy lézerrel, mint a gyufával, a gyerekek nem játékok. A visszatükröző fénnyel még a szem is súlyosan megsérülhet. Ezért azt javaslom, hogy csak a szemüveggel dolgozzon a lézerrel, és a tesztek és a beállítások ideje alatt a lézer helyett egy normál LED-et csatlakoztasson. A színnek nem számít. Miután beillesztettünk egy megfelelő ellenállást a dióda pozitív vezetékének résébe, lézer helyett LED-et csatlakoztatunk:

A biztonsági szemüveg és a tesztdióda minimalizálja a gravírozóval járó esetleges problémákat.
4. lépés A motor áramkorlátjának beállítása.
Az áramszilárdság beállításához szükség van a zaj csökkentésére, amikor nagy áramerősséggel működik, hogy megszabaduljon a nyírástól alacsony áramerősségnél, valamint a léptetőmotor melegítésének csökkentéséhez.
Összekapcsoljuk a multiméter negatív vezetékét a GND érintkezővel, és a pozitív vezetéket ráhúzzuk a meghajtón lévő hangoló ellenállás testére. Csavarja a hangoló ellenállást egy kis csavarhúzóval, megmérve a Vref feszültséget. Így beállítottuk a helyes áramot a léptetőmotor-meghajtónk számára.
Az A4988 Vref-képlete a rájuk felszerelt ellenállások értékétől függ. Ez általában egy R100.
Vref = Imax * 8 * (RS)
Imax - a léptetőmotor árama
RS az ellenállás ellenállása.
A mi esetünkben:
RS = 0,100.
A léptetőmotorok ajánlott áramerőssége 0,36A. De jobban szeretem kicsit növelni.
Imax = 0,4
Vref = 0,5 * 8 * 0,100 = 0,32 V.
5. lépés Töltse ki a GBRL 1.1-et.
A legkényelmesebb kész HEX firmware fájlt írni Arduino Uno-ba.
Ehhez szüksége van az XLoader programra:
Futtassa a programot. Válassza ki a korábban letöltött HEX fájlt. Az alábbiakban kiválasztjuk a vezérlőt a listából, nevezetesen az Uno (ATmega328). Ezután válassza ki azt a portot, amelyhez az Arduino csatlakozik. A sebességet 115200-ra állítottuk, és kattintson a Feltöltés gombra. A kitöltés befejezése után megválthatja az ellenőrzést és a konfigurálást.
6. lépés Beállítások.
A firmware-ben szereplő paraméterek különböznek a gép paramétereitől. A terminál ablakot használja a konfiguráláshoz. Bármilyen tetszőleges felhasználhatja. Jobban szeretem az Arduino IDE-t. Töltse le a projekt hivatalos oldaláról:
https://www.arduino.cc/en/Main/Software
Nincs szükség könyvtárakra, csak az Arduino IDE termináljára van szükségünk. Az Eszközök lapon válassza az alaplapunkat - Arduino Uno, majd válassza ki azt a portot, amelyhez csatlakozik. Ezután indítsa el az Eszközök - Portmonitor fülön található terminált. A terminál ablakában állítsa be a CR (kocsi visszatérés) paramétert és az 115200 baud sebességet.A következő sornak kell lennie:
Grbl 1.1f ['$' segítségért] Ha láttad, akkor a firmware sikeres lett, és folytathatja a telepítést. Tehát használunk léptetőmotorokat DVD vagy CD meghajtókból. Ezeket PL15S020-nak hívják, vagy ezekkel kompatibilisek:
Online fájl megtekintése:
A firmware aktuális beállításainak megtekintéséhez írja be:
$$Ennek a motornak fordulatonként 20 lépése van. A csavarmagasság a távolság, ameddig a kocsi egy fordulatot megtesz, a mi esetünkben 3 mm. Kiszámoljuk az 1 mm-enkénti lépések számát: 20/3 = 6,66666666666667 lépések 1 mm-enként. Az a4988 illesztőprogramokon telepítettük a 16. lépést. Ezért 6,6666666666666767 * 16 = 106,67 lépés / 1 mm. Ezeket az adatokat a firmware-be írjuk. Ehhez a terminál ablakban írja be:
$100=106,67
$101=106,67
$102=106,67Az utolsó paraméter nem kötelező, ez a Z tengelyre vonatkozik, de a paraméterek megtekintéséhez érthetőbb. Ezután kapcsolja be a lézer módot a következő paranccsal:
$32=1Állítsa a maximális lézerteljesítményt 255-re:
$30=255A lézer teszteléséhez (jobb, ha először csatlakoztatja a LED-t), írja be a következő parancsot:
M3 S255Kapcsolja ki a lézert a következő paranccsal:
M5Ezután beállítottuk a maximális égési méretet. Gravírunk számára ez 38 x 38 mm:
$130=38.000
$131=38.000
$132=38.000Az utolsó paraméter opcionális is, ez a Z tengelyre vonatkozik.
Osztottam el gravírunk munkaparamétereit, hogy összehasonlíthassuk:
$0=10
$1=25
$2=0
$3=0
$4=0
$5=0
$6=0
$10=1
$11=0.010
$12=0.002
$13=0
$20=0
$21=0
$22=0
$23=0
$24=25.000
$25=500.000
$26=250
$27=1.000
$30=255
$31=0
$32=1
$100=106.667
$101=106.667
$102=106.667
$110=500.000
$111=500.000
$112=500.000
$120=10.000
$121=10.000
$122=10.000
$130=38.000
$131=38.000
$132=38.0007. lépés: Készítse elő a képet.
Ha valamit eléget, akkor el kell készítenie a kiválasztott képet, nevezetesen fordítsa le G-kódra. Ehhez a CHPU programot használjuk:
Töltse le és szakítsa le a programot. Kattintson az "Kép importálása" elemre, és válassza ki a képet. A „Felbontás módosítása” szakaszban állítsa a „Szélesség” és a „Magasság” beállítást maximum 38 mm-re. A „sűrűség” másképpen próbálható, véleményem szerint az optimális érték 6:
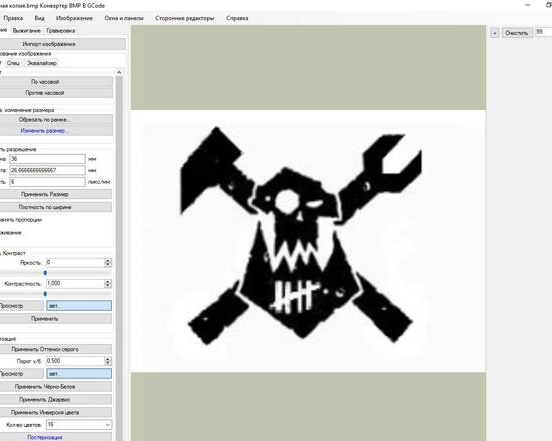
Lépjen a „Burn” fülre. Válassza az "ON on black" lehetőséget. Az "Előzetes parancsok" szakaszban a következő bejegyzéseket kell megadni, zárójelben nem magyarázva:
%
G71
S255 (maximális lézerteljesítmény)
G0 F200 (alapjárat)
G1 F100 (égési sebesség)
(F-égési sebesség)Kipróbálhatja a különböző égési sebességeket. Műanyaghoz elegendő az F100, a fa esetében kevesebbre lehet szükség. Kattintson a "G kód mentése" elemre, és adja meg a tárolási helyet. Fontos! A felbontásnak a ".nc" opciót kell választania.
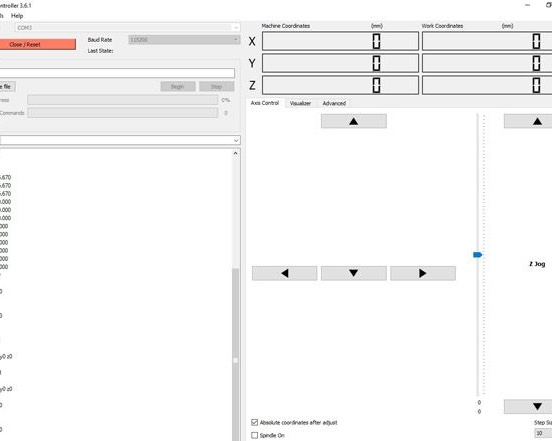
8. lépés Égő.
A gravír égetéséhez és irányításához a GrblController programot használjuk:
Töltse le és telepítse. Kattintson a "Megnyitás" gombra. Miután ellenőrizte, hogy minden működik-e, a nyilak és a lézer-bekapcsolási parancs segítségével válassza ki a mentett fájlt, és küldje el égetésre a „Kezdés” megnyomásával:
Video gravír:
