
Ebben a cikkben a Bonn Factory YouTube-csatornájának szerzője bemutatja az ezüst karkötő részletes gyártási folyamatát. csináld magad. Az alábbi utasításokat követve megismételheti ezt a projektet, ha szeretné.

Úgy döntöttek, hogy a karkötő linkeit 3D-s nyomtatóra nyomtatják, mivel a szerzőnek eddig nincs hengere és egyéb kézzel készített ékszer-eszköz.



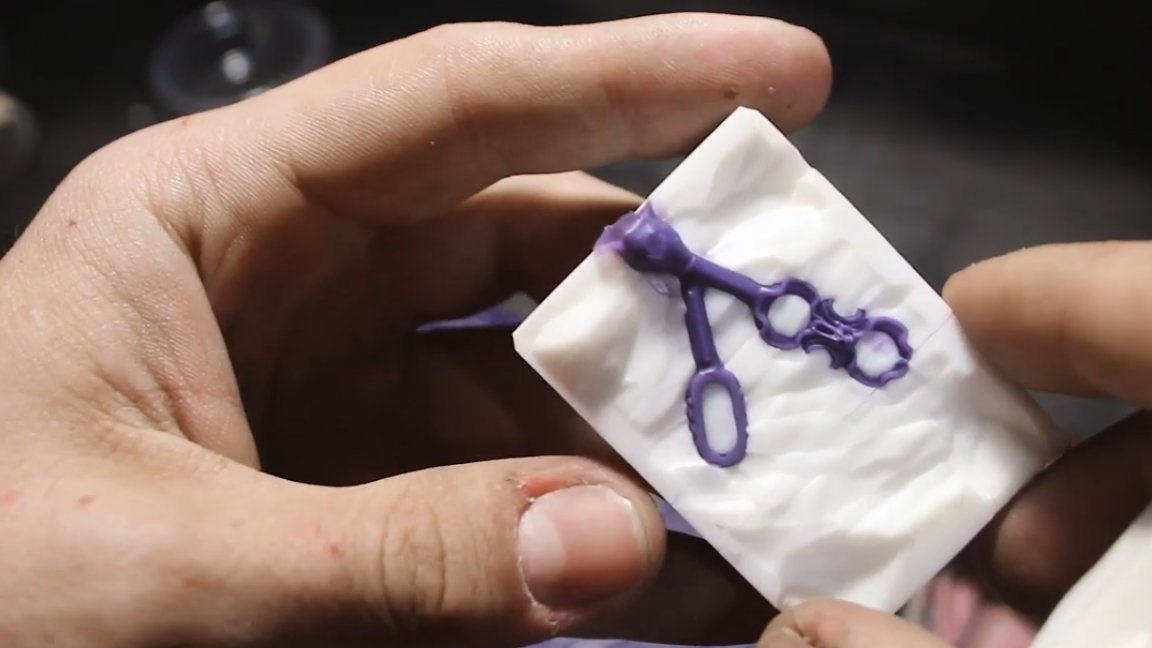
Ebben az esetben még a legegyszerűbb ezüst gyűrűket is öntik, de mielőtt valamit öntenek, valamit viaszba kell másolni. Ezenkívül elegendő linket kell létrehozni. Ennek a kapcsolatnak a meghatározására három logikai részre bontottak: 2 link a zárhoz, 2 karkötő fő linkje és a fennmaradó kis gyűrű.


Ezután a megtanult logikai részek szerint 3 szilikon formát kapunk. Mindez szükséges ahhoz, hogy a szükséges elemeket kényelmesebben és gyorsabban lemásolhassuk a szükséges mennyiségben.
A közeljövőben a szerző azt tervezi, hogy átvált egy vulkanizálóra, mivel ez egy modernebb és professzionálisabb forma az öntőformák készítéséhez, de mostanában a régi módon műanyag zsalukat, ragasztópisztolyt és kétkomponensű folyékony szilikonot használunk.
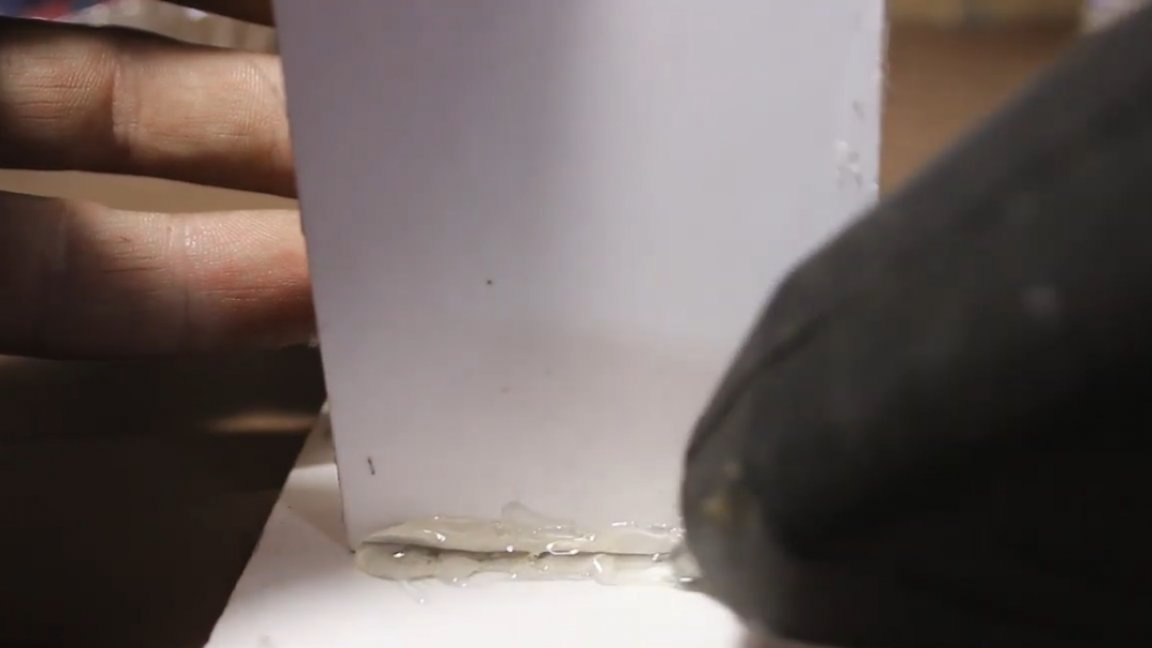
Kiváló minőségű szilikon forma előállításához a szilikont öntés előtt ki kell üríteni. Másnap, amikor a szilikon teljesen száraz és a szilikon forma teljesen megszilárdult, eltávolíthatja a zsaluzatot. Ezután nagyon óvatosan vágnia kell a kapott formát.






Ezenkívül a szerző a közeljövőben vákuumviasz-injektor telepítését tervezi műhelyében, amely műszaki oldalról új szintre viszi. Időközben ezt a készséget csempe és üvegfecskendő segítségével kell fejleszteni.
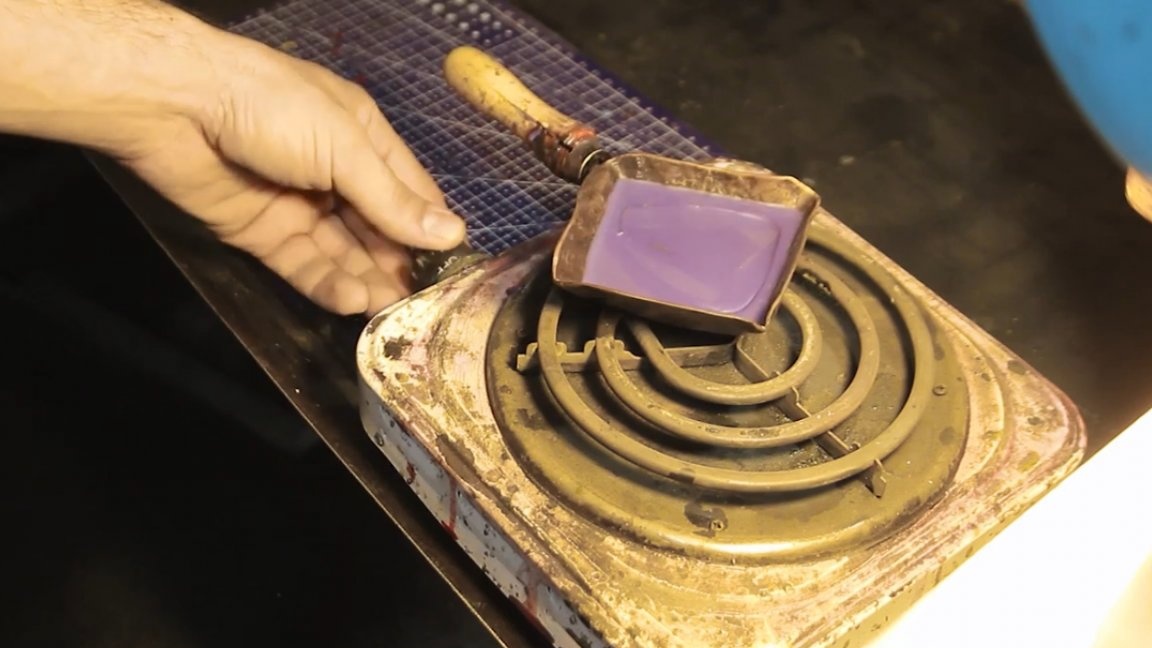

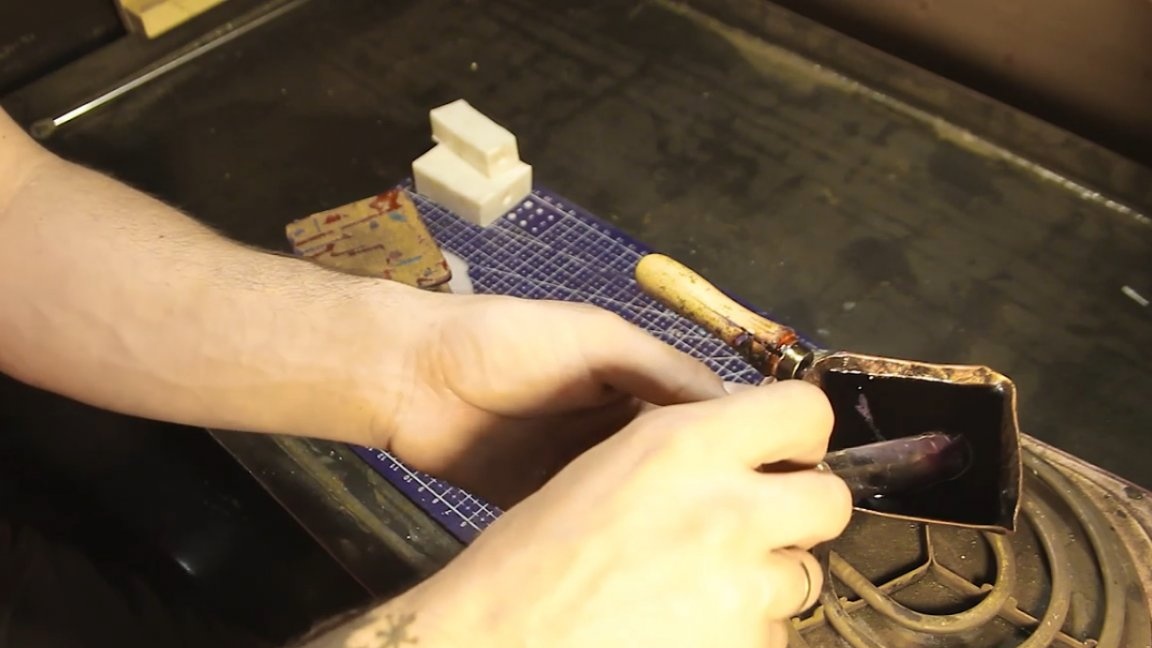

By the way, az egyik mester előfizető a YouTube-on megosztott egy üvegfecskendőt, amely már jó ideje segíti a különböző nehézségi fokú modellek létrehozását, amelyért a Bonn Factory csatorna szerzője nagyon hálás Andrey-nak (ez ugyanazon előfizető neve) a csomagért.
A munka e részének vége felé a szerzőnek sikerült beállítania a viasz és az alaprögzítő nyomását, amelynek eredményeként meglehetősen jó minőségű viaszokat kellett elkezdeni minimális súrlódással.


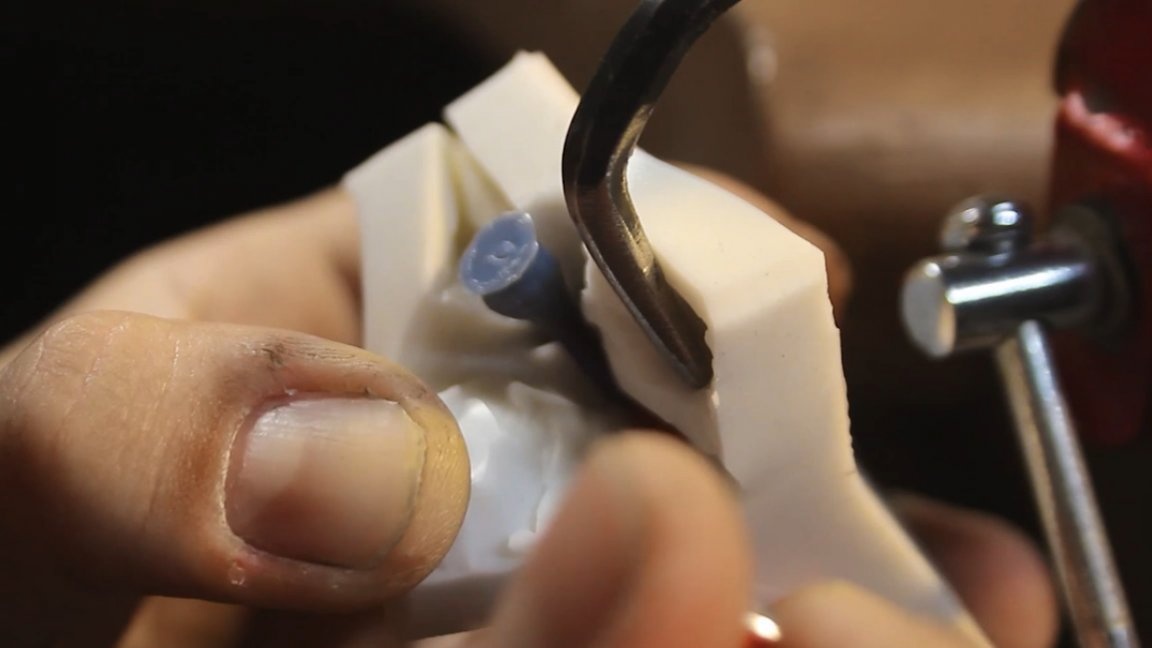
A szükséges darabszám összegyűjtése után eljött az idő, hogy tovább készítsük öntésre, és pontosabban meg kell határoznunk egy viaszos karácsonyfát.




A gyakorlatban világossá vált, hogy a karácsonyfát jobb fentről lefelé gyűjteni. Ebben az esetben a termék nem blokkolja a hozzáférést a központi kapuhoz. De a mester mindazonáltal az ellenkezőjét cselekszi: a szokás hatalma és az ismeretlenktől való félelem, ugyanolyan kényelmesen történik, de úgy történik, mint régen, azt hiszem, sokan meg fogják érteni.
Valójában itt nem kellett sokáig várakoznom, egy kis csepp viasz repült le a melegítő csípéséről, és közvetlenül az alkatrészre csapott. Ennek eredményeként a házasságot szó szerint a kékből vettük.


A karácsonyfánk teljesen össze van szerelve, bár természetesen nem a legegyenletesebb, de mégis olyan, mint egy igazi.


Ezenkívül a mester nem szokott részeket margóval készíteni, mivel ennek ellenére minõségi mutatókra törekszik, nem pedig kvantitatív mutatókra. Nos, azzal a különbséggel, hogy a kiszámított értékből egy további összeköttetéshez készült, mivel nehéz megbecsülni a karkötő szükséges hosszát, mert korábban nem kellett velük foglalkoznia.
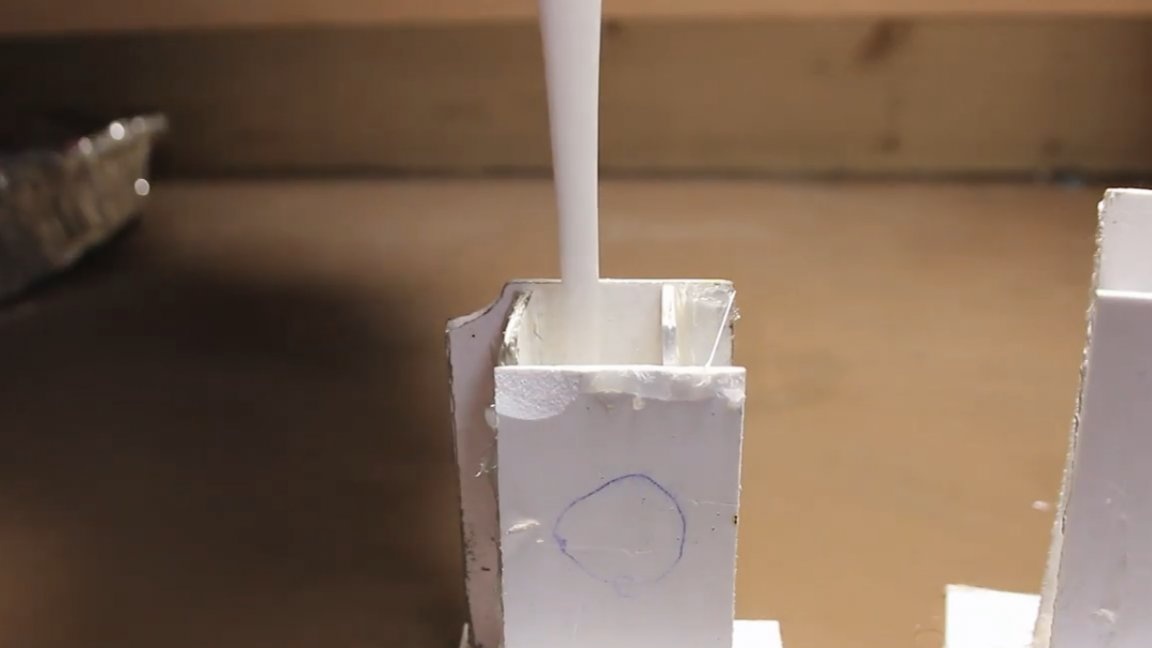
Az alábbiakban öntési és kalcinálási folyamatot találunk. Itt minden a művelet szabványos technológiájának megfelelően megy végbe. Először a keveréket a következő arányban kell hígítani: 100 gramm gipszre 38 ml tiszta desztillált vizet. És annak érdekében, hogy ne hagyja ki a gipsz felállításának pillanatát, mindezt bekapcsolt stopperrel kell megtenni, és öntést végezzünk hét percig attól a pillanattól kezdve, hogy a víz bejut a száraz keverékbe.

A lombikban 980 fokos hőmérsékleten töltjük meg a 925. teszt ezüstjét, amelynek hőmérséklete 500 fok. A mester empirikusan végezte el a hőmérsékletek kiválasztását, megpróbálta kitölteni a különböző hőmérsékleti mutatókat, és ennek megfelelően eltérő eredményeket kapott.



Nos, most az eredmény nagyon hasonló, nincs pórus, nincs kiömlés, nincs más öntési hiba - egy másik dolog!
Most már csak meg kell harapni a kapott elemeket, előkészíteni őket forrasztáshoz, és valójában forrasztani is.






Azt is érdemes megjegyezni, hogy ahhoz, hogy minden jól kifolyjon, a kapurendszernek elég masszívnak kell lennie ahhoz, hogy lassabban lehűljön, mint az öntött alkatrészek, hogy táplálják őket tömegükkel.


További összeszerelés. A szerző elkezdte a termék összeszerelését anélkül, hogy gondolkodott volna az arccal való aszimmetrikus kapcsolatok irányán, és természetesen összezavarodott, de ezt időben észrevette, és mindezt biztonságosan kijavította.



Forrasztáskor általában minden zavartalanul és a terv szerint ment komoly készletek nélkül.



A tapadási helyek feldolgozása és a termék tisztítása után csak a feketét feketedik el, és befejezni a polírozást.








Ezek a dolgok. Ez minden. Köszönöm a figyelmet. Találkozunk hamarosan!
A szerző videója: