
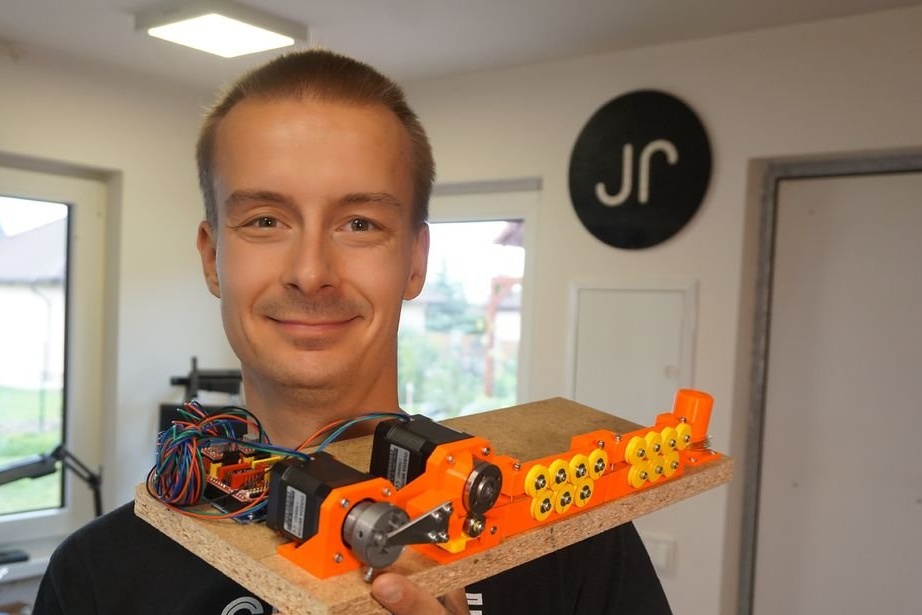
Egy érdekes eszközt a Master talált ki és gyártott, ez bármilyen alakú huzal hajlítására szolgáló készülék. A rugók készítése az egyik jellemzője. Ez a gép képes 0,8 / 0,9 / 1 mm-es huzalt bármilyen 2D-alakba hajlítani.
A gép gyártásának fő célja a hajlítási folyamat automatizálása volt. Más házi készítésű gépek nem nagyon pontosak, és hajlításuk meglehetősen nagy sugara van.
A második feladat az volt, hogy a lehető legegyszerűbbé tegye az általánosan elérhető alkatrészek és alkatrészek használatával. A gép egyes részeit 3D nyomtatóra nyomtatják, a fém alkatrészeket pedig a boltban meg lehet vásárolni.
Mi a mester egy ilyen géphez? LED figurák, hópelyhek, csillagok, virágok stb. Készítését érdekli. Gyártásuk során azonos alkatrészekre van szükség huzalból, és ez a gép megkönnyíti a gyártást.
Nézzünk meg egy rövid videót egy példával az eszközről.
Tehát egy ilyen gép gyártásához a mester a következőket alkalmazta
Szerszámok és anyagok:
-3D részletek (a nyomtatott fájlok letölthetők itt);
-Krepezh;
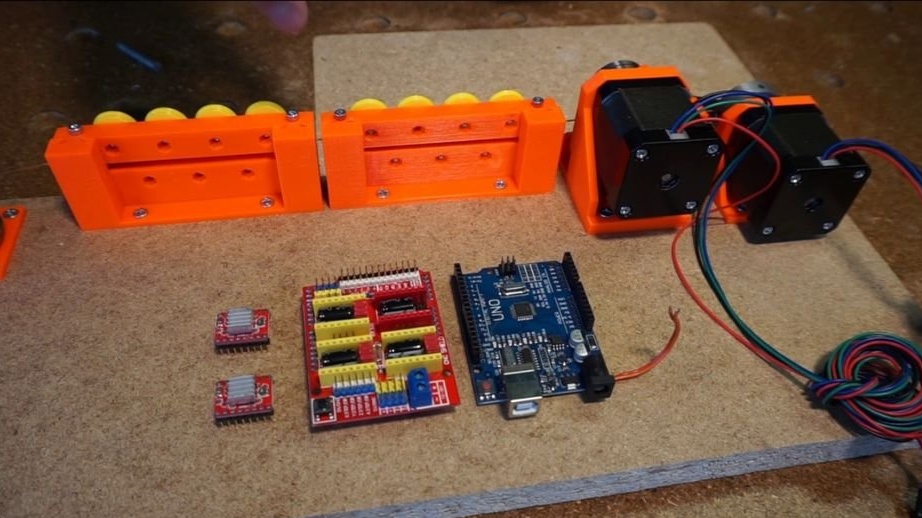
-Arduino UNO;
-Bővítőlap az Arduino UNO-hoz;
-Lépésvezérlő A4988 -2 db;
-Lépéses motor NEMA17 -2 db;
-12 V 3A tápegység;
- huzalvezető mechanizmus;
- acélrugó 4x6 mm;
- csapágy 3x10x4 mm;
-Hordó 6x15x4 mm;
-6 mm-es acélrúd;
- 2 mm vastag acéllemez;
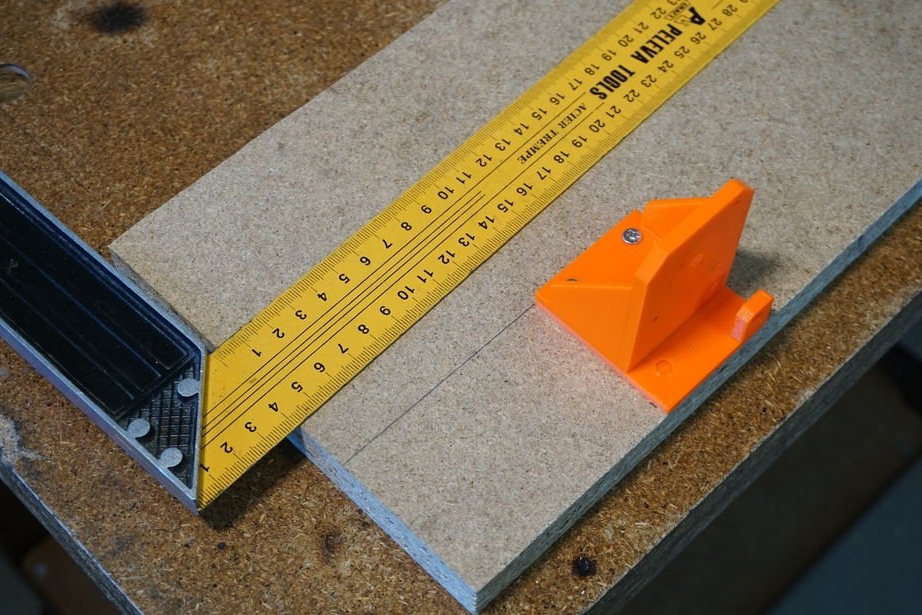
-Falapok az alaphoz 450x100 mm;
- csavarhúzó;
gon;
Első lépés: Hogyan működik?
Nézzük meg, hogyan működik a gép (jobbról balra).
Orsótartó - a huzal orsóját tartja a gép feldolgozásához.
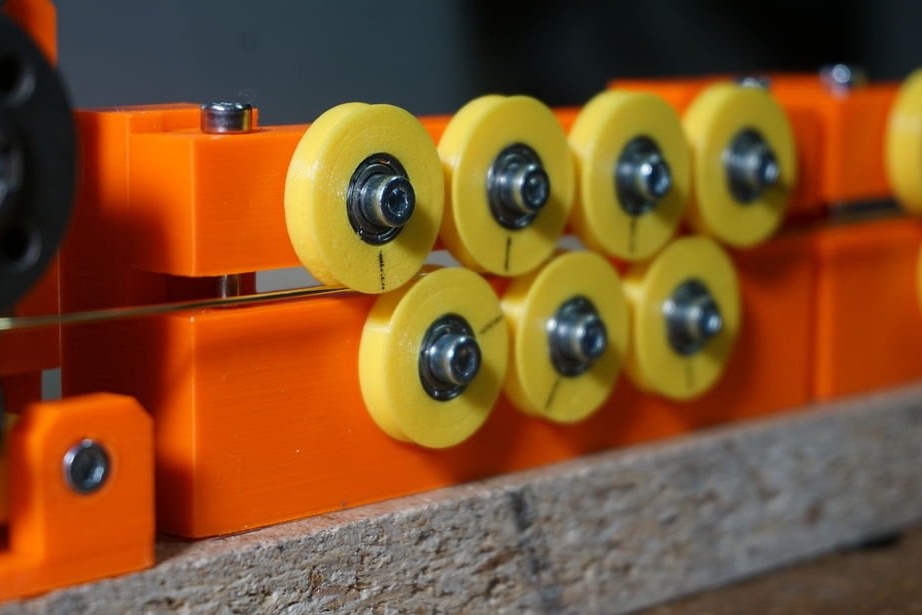
Egyenirányító - 7 hengerkészlet, hogy a huzal a lehető legegyenletesebb legyen. Az egyenes huzallal történő munka döntő fontosságú. Ezért két egyenirányító.
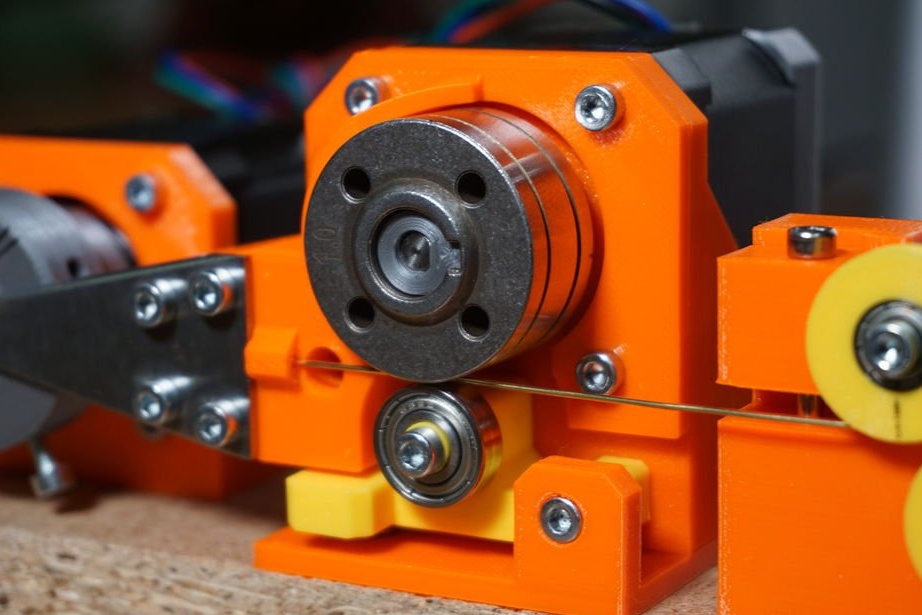
Broach - hasonló mechanizmust találhat a 3D nyomtatóban. Egy fogaskerekes készlet húzza a huzalt a tekercsről a görgőkön keresztül, és ráhúzza a hajlítófejre. Az adagolószerkezetnek megfelelő huzalnyomással kell rendelkeznie, hogy ne csúszjon meg. Erről bővebben később.
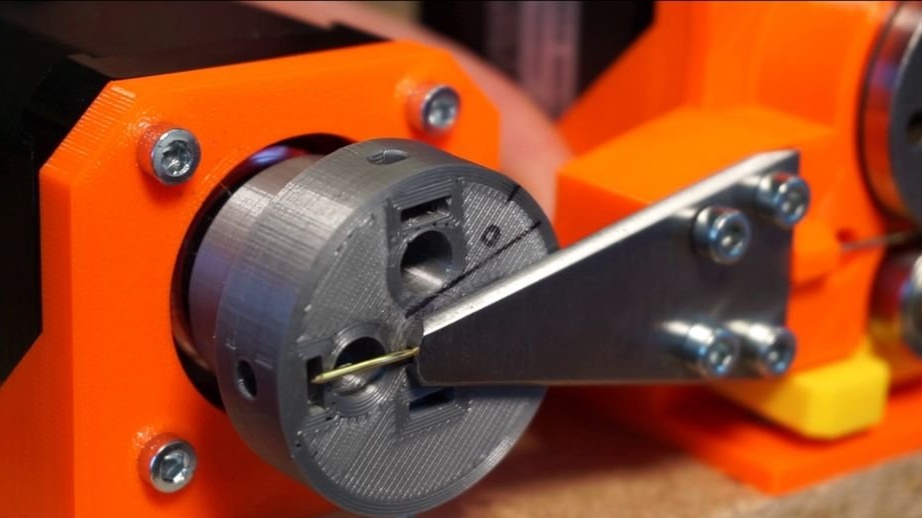
Hajlítógép - hajlítja a huzalt egy programozott formába.
Mindezt egy Arduino UN irányítja CNC pajzsmal.A számítógépről parancsot küld az Arduino-nak, és ezeket léptetőmotorok parancsává alakítja.

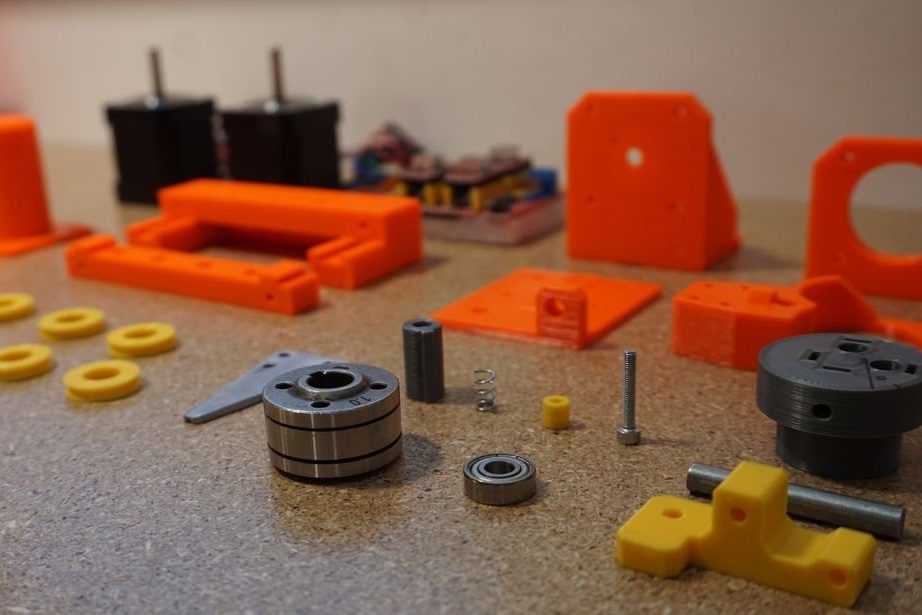
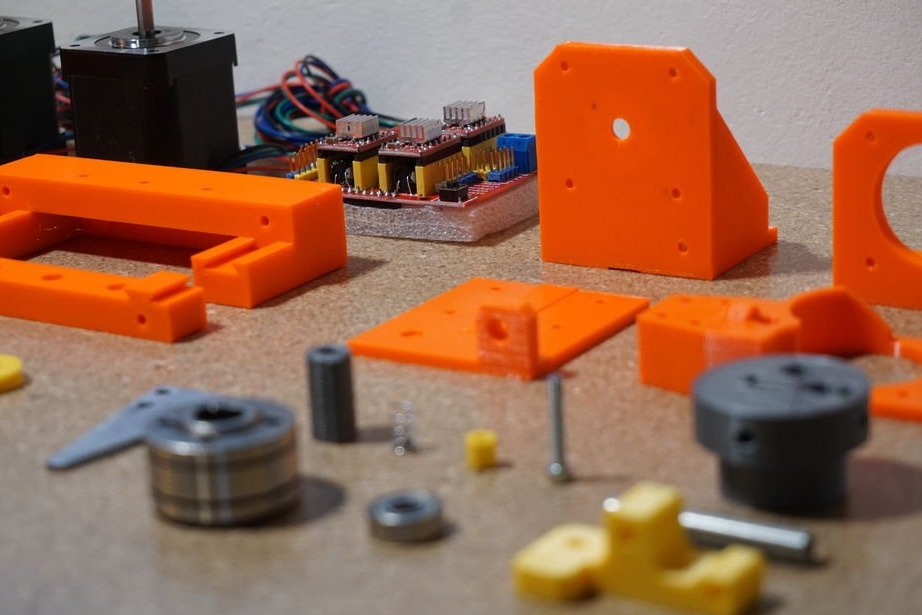
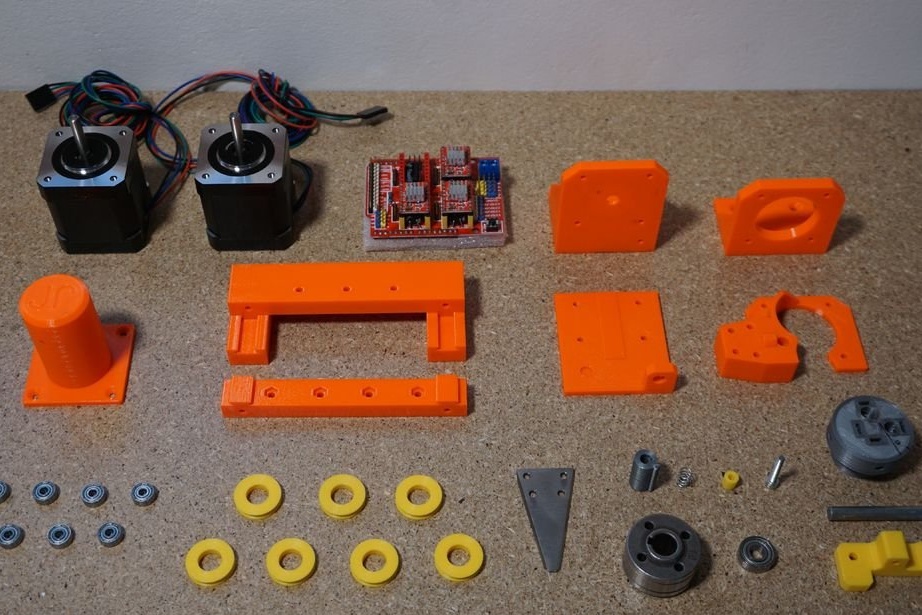
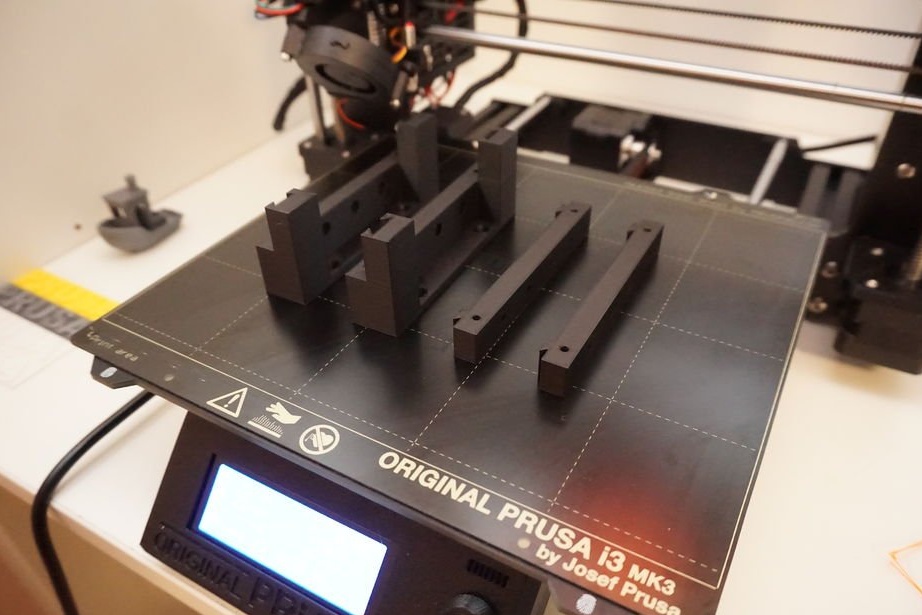
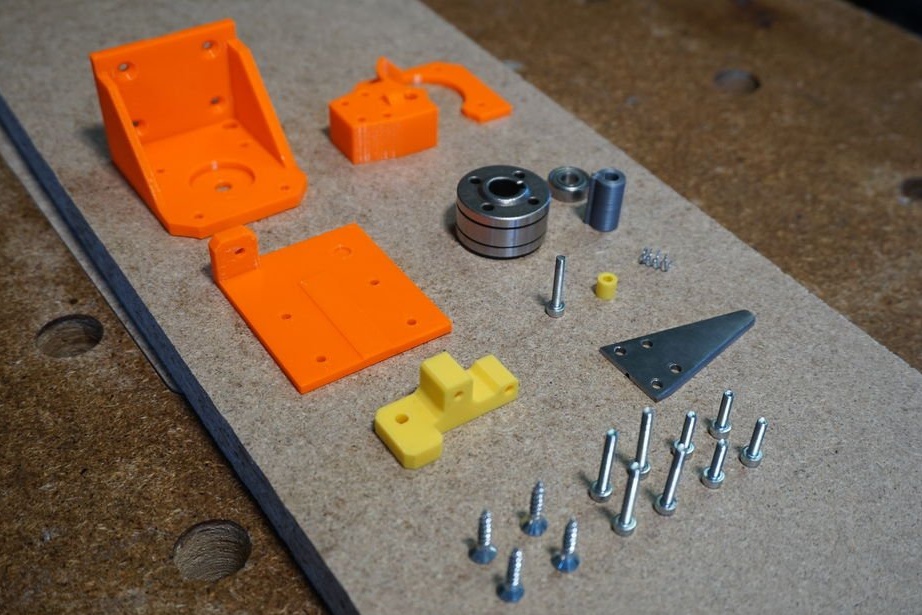
Második lépés: Alkatrészek nyomtatása
Ki kell nyomtatnia a következő részleteket és a következő mennyiségben (a félreértés elkerülése érdekében az eredeti szöveget):
Bender
Szerszám fej
Motor keret
etető
Motor keret
Alsó keret
Huzalvezető
Fordítójárat
Fordítókerék távtartó
Távtartó távtartó
Hajlítólemez (sablon)
Hajegyenesítő görgők (2x)
Ágykeret (2x)
Felső fogaskerekek váza (2x)
Henger (14x)
Csévélő tartó
Rétegmagasság 0,15 mm nyomtatáskor. 40% töltés A nyomtatás 2 napot vesz igénybe.

Harmadik lépés: Hajlítógép
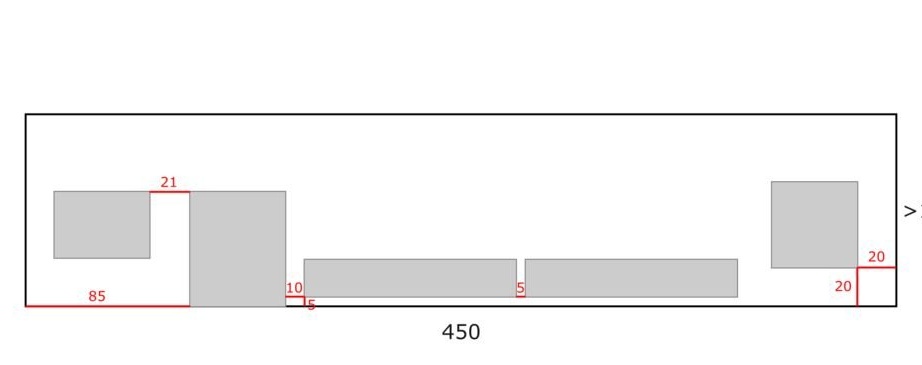
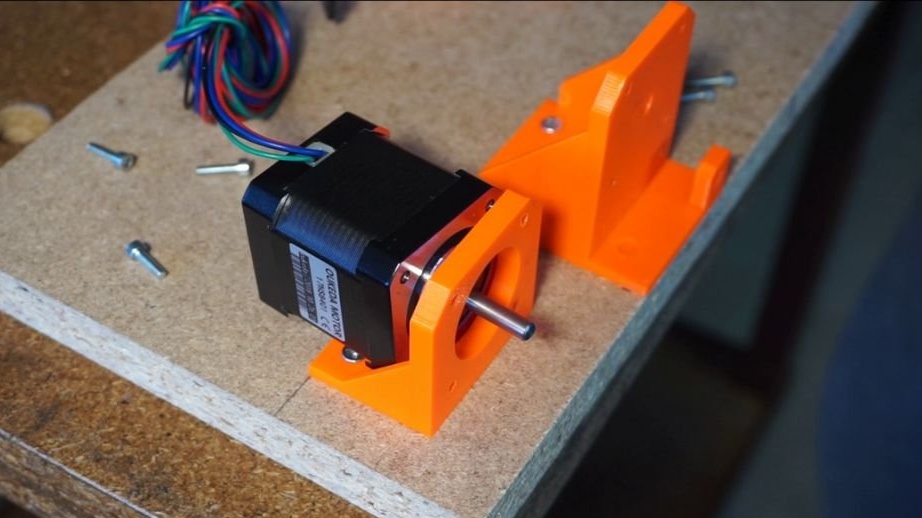
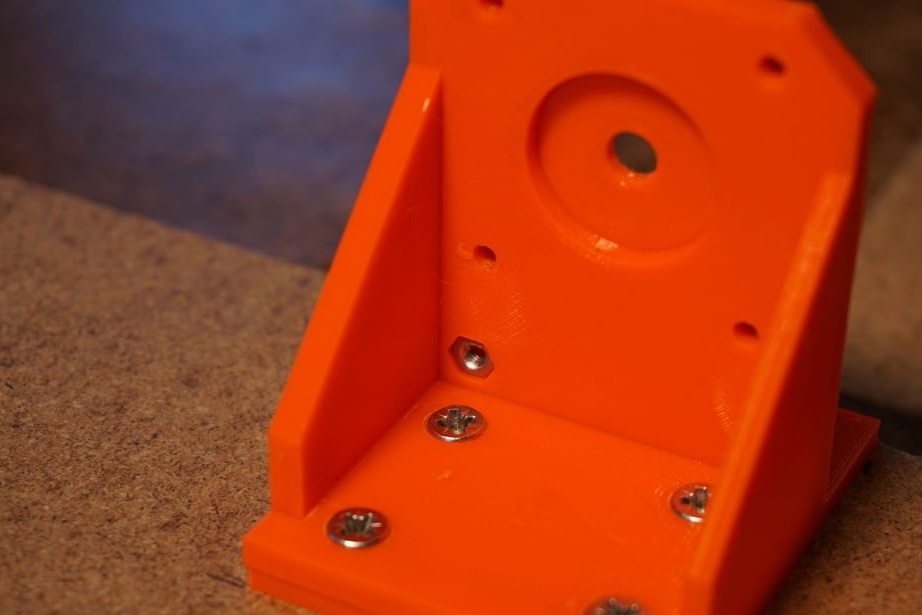
A mester két keretet csavaroz az alaphoz. Fontos, hogy mindkét keretet telepítse a rajz szerint.
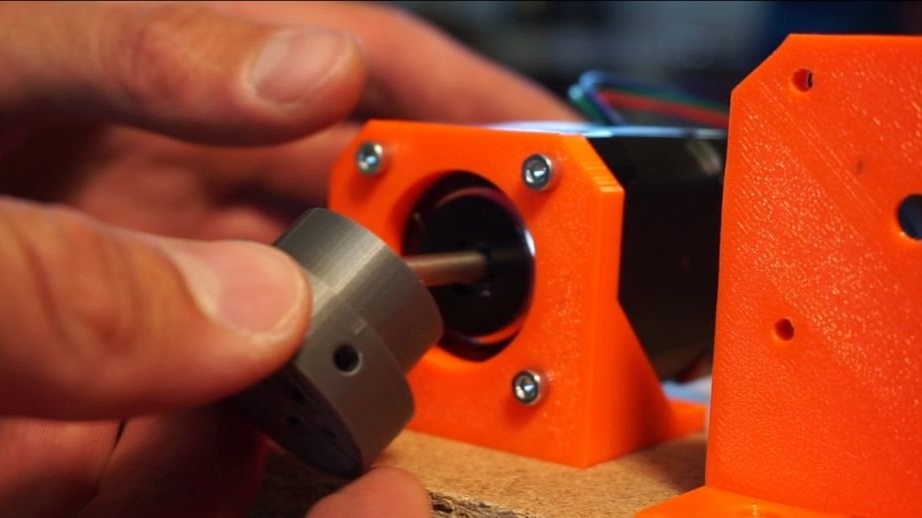
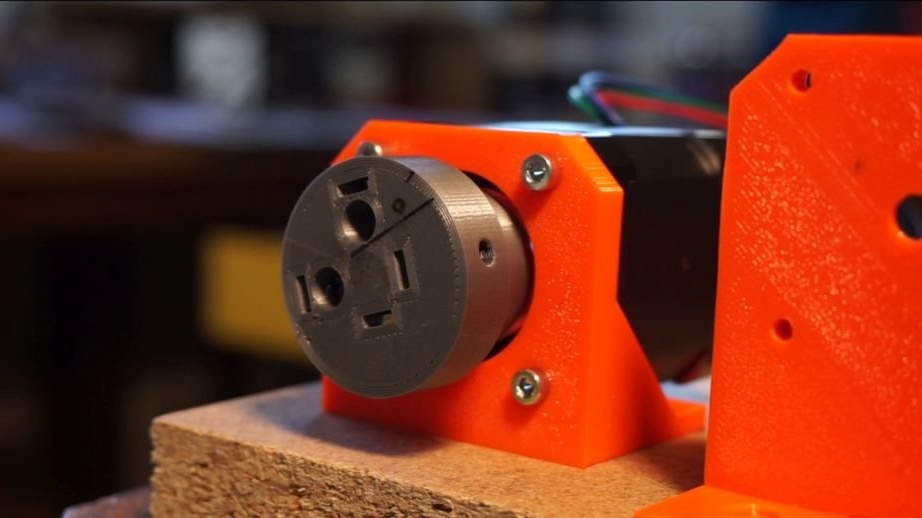
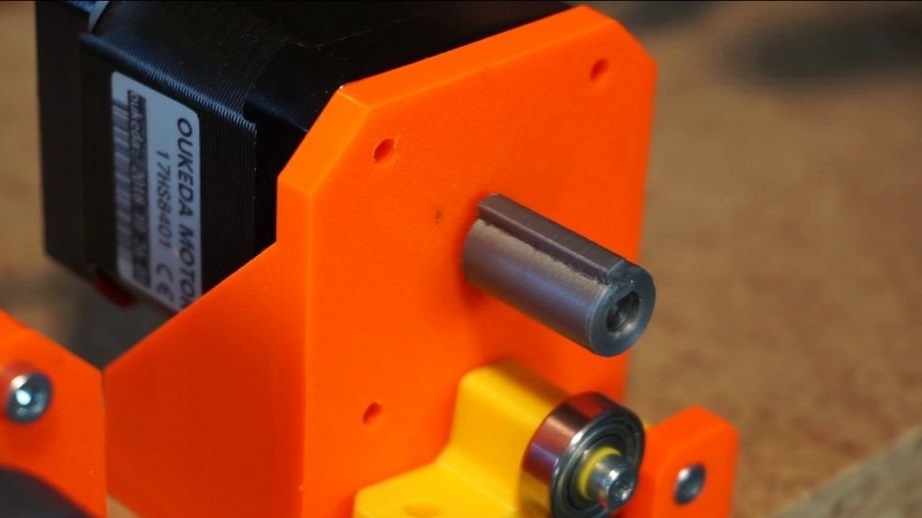
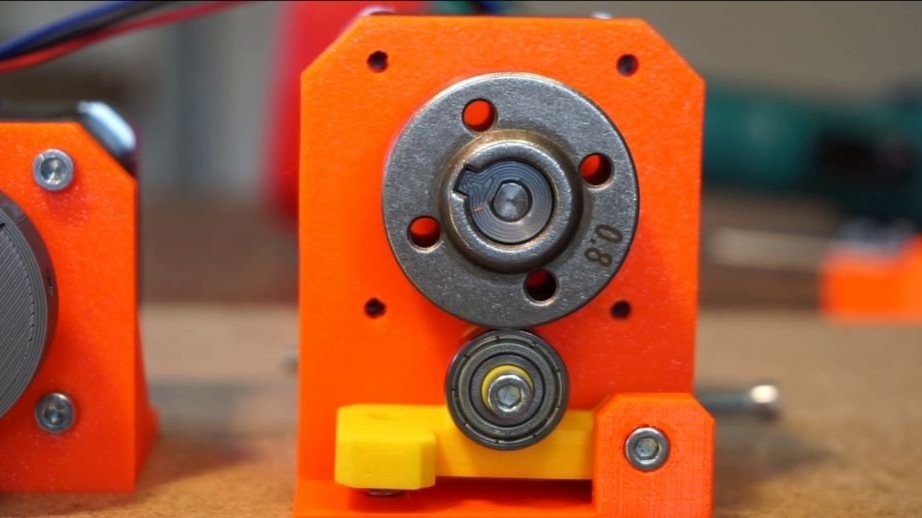
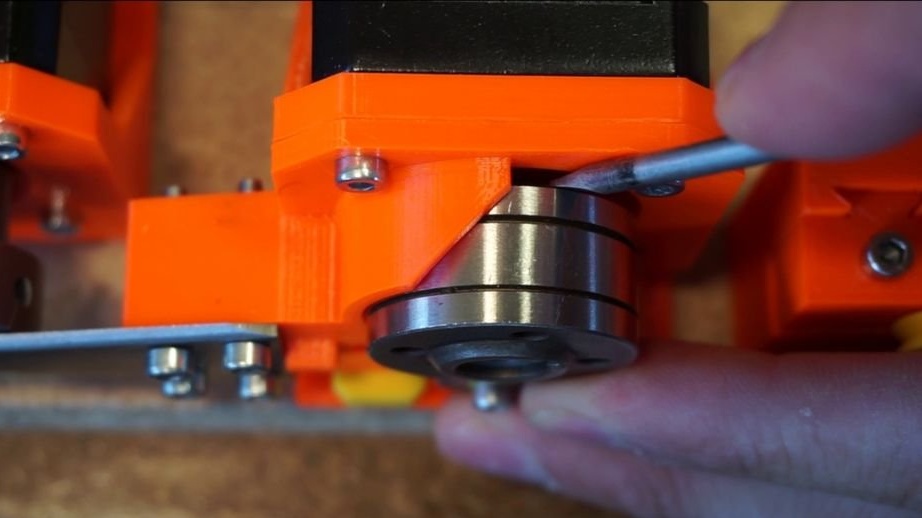
Rögzíti a léptetőmotorot a kerethez. Rögzíti a fejet a motor tengelyéhez.


Negyedik lépés: Broach
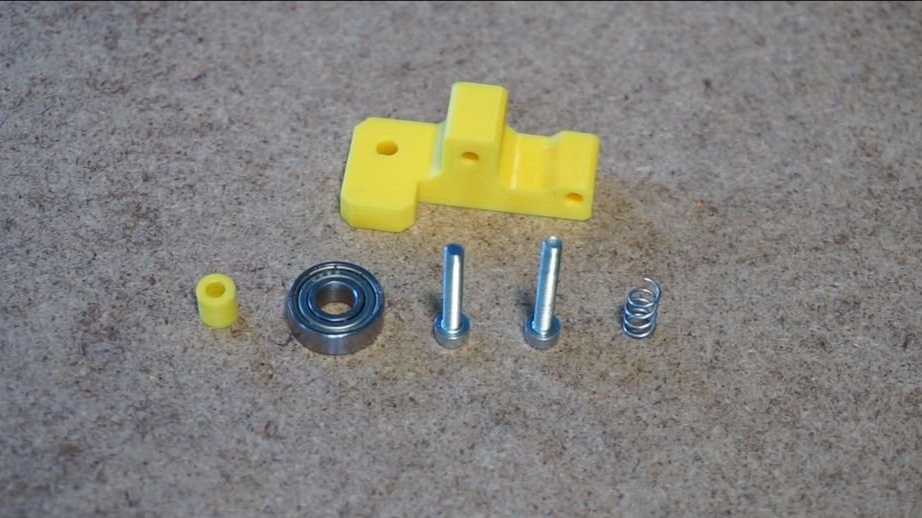
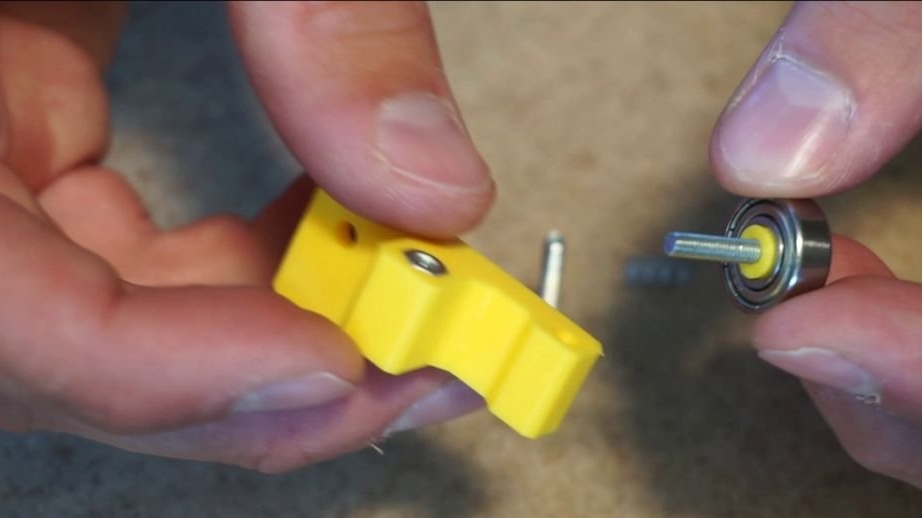
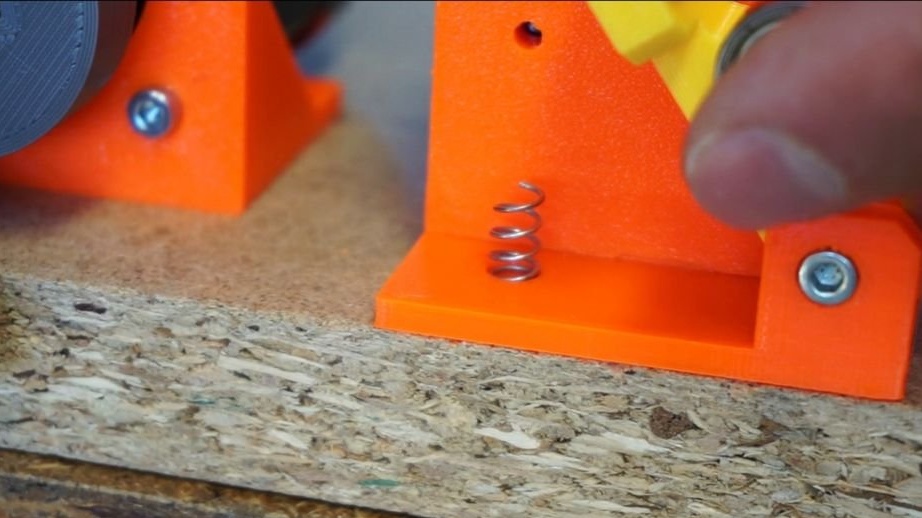
A keret már telepítve van, tehát az előtoló mechanizmus létrehozásának első lépése egy kocsi felépítése a közbenső fogaskerékhez, amely a huzalt a betápláló mechanizmushoz nyomja. Távolítsa el a műanyag tömítést a 6x15x4 mm-es csapágy belsejéből. Szerelje be a csapágyat az M3x20 csavarra. Helyezze be az M3 anyát a kocsiba, és csavarja rá a csapágyat a csavarra. Ügyeljen arra, hogy a csapágy szabadon forogjon. Helyezze be a második M3 anyát a motorkeretbe (a motor oldala a bal alsó sarokban), és az M3x20 csavarral csavarja át a kocsit a kis konzolon. Ne húzza túl a csavart, a kocsinak szabadon kell mozognia. Emelje fel a kocsit, és helyezze be a rugót az alatta lévő lyukba.
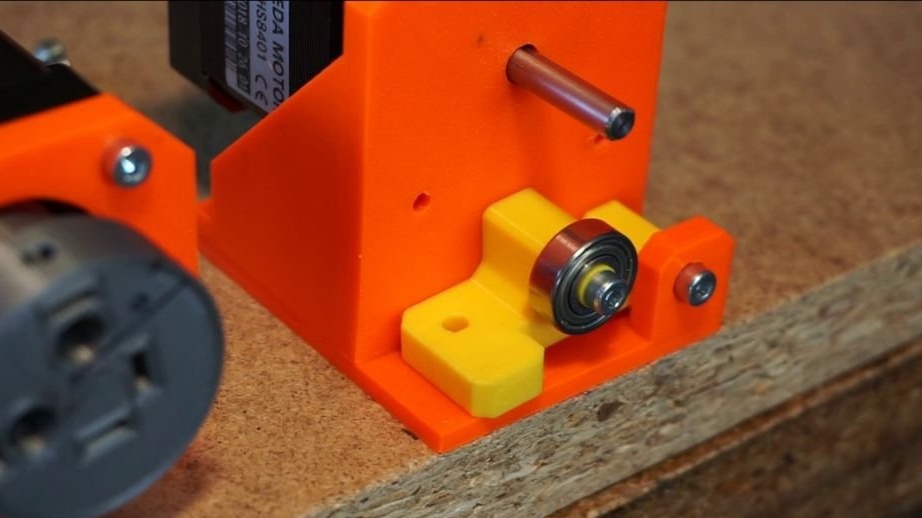
Vegye ki a második léptetőmotorot és szerelje be a motorkeretbe. Még ne csavarja be. Nyomja meg az előtoló mechanizmus távtartóját a motor tengelyére és telepítse az előtoló mechanizmust.
Az a betáplálási mechanizmus, amelyet a mester használ, egy MIG hegesztőgépről származik. A mechanizmusnak két mélyedése van a tekercsen. Az egyik 0,8 mm-es vezetékhez és egy 1 mm-es vezetékhez. A fogaskerekektől eltérően (korábban a mester megkísérelte velük ellátni a huzalt), ez a mechanizmus nem hagy nyomot a huzalon.
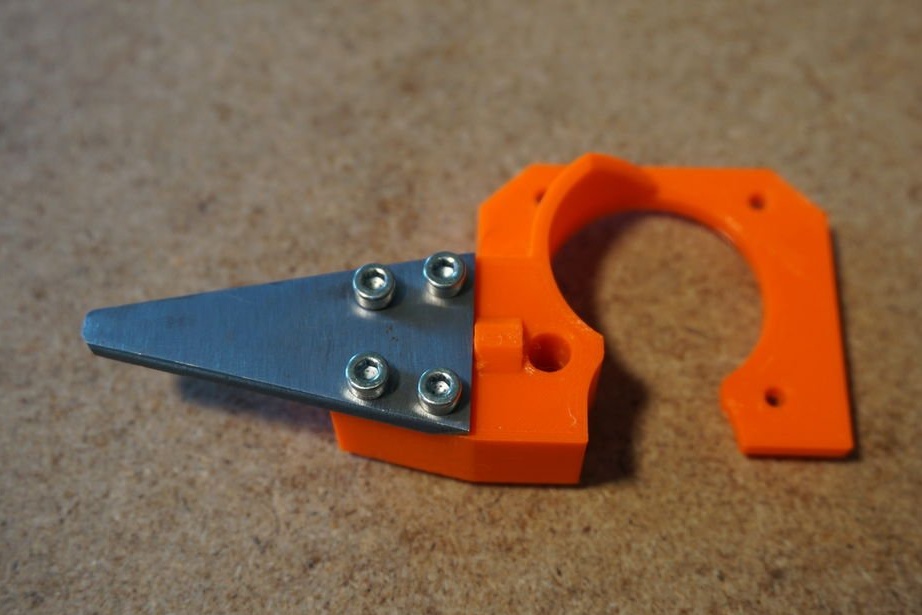
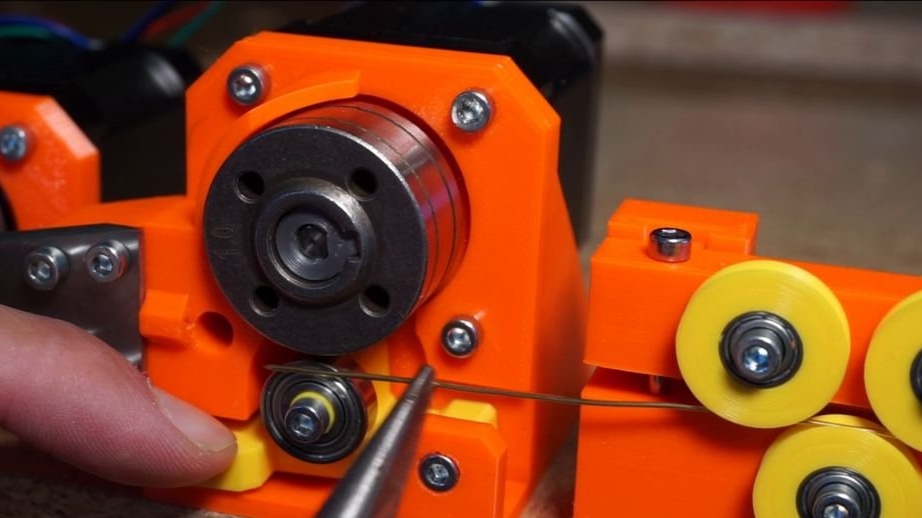
Az adagolót és a hajlítóberendezést egy hajlítólemez köti össze - egy 2 mm vastag fémlemez egy kis horonyval a hátsó falon, amely a huzalt közvetlenül a hajlítófej közepére továbbítja a tökéletes hajlítás érdekében. A nyomtatáshoz van egy műanyag hajlítólemez, amely nagyszerűen működik, de gyorsan elhasználódik és gyakori cserét igényel. Használhatja, vagy készíthet fémlemezt rá.
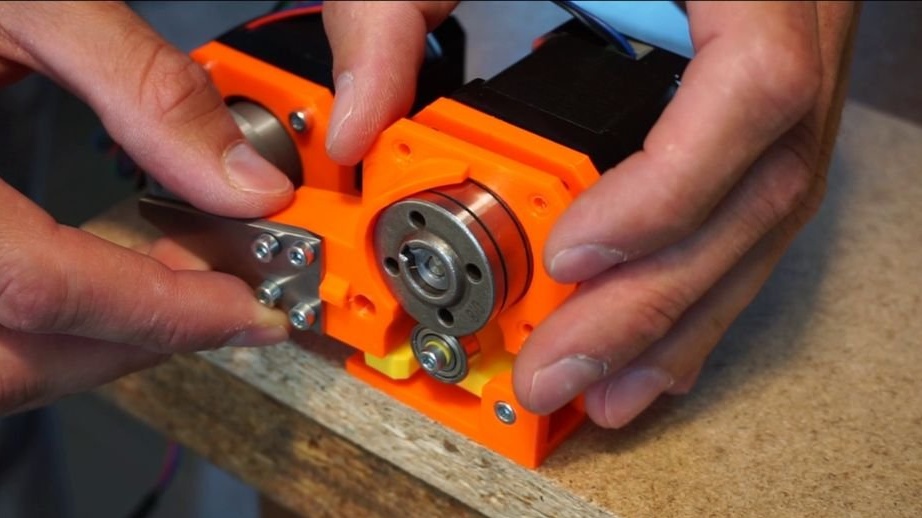
Ezután vegye le a huzalvezető műanyag részét és helyezze be a négy M3 anyát a hátsó részén lévő lyukakba. Most csavarja be a hajlítólemezt az M3x20 csavarokkal. Helyezze a huzalvezetőt az adagolószerkezet motorkeretére és rögzítse a motorhoz négy M3x12 csavarral. Állítsa be a hajlítólemez helyzetét. Pontosan a hajlítófej közepén kell lennie.
A bolt kész. Ha egyenes vezetéke van, akkor azonnal használhatja a vezetéket. Ellenkező esetben szükség van egy egyenirányítóra.




Ötödik lépés: Broach
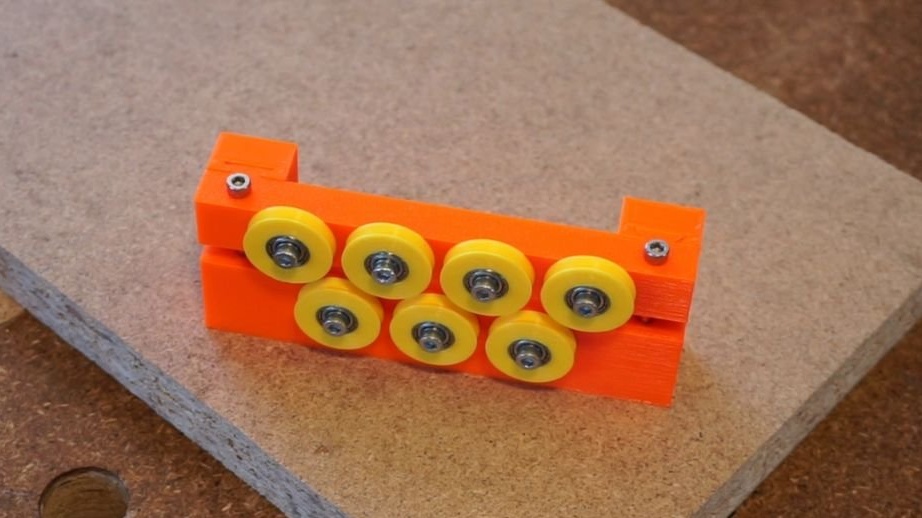
A huzalt általában tekercs formájában szállítják. A huzal meghajlításához először egyenesíteni kell. Az egyenirányító 7 görgőből áll (4 a tetején és 3 az alján), amelyek egymáshoz nyomhatók, hogy biztosítsák a huzal megfelelő feszességét. Ezenkívül megakadályozza a huzal elcsavarodását hajlítás közben.
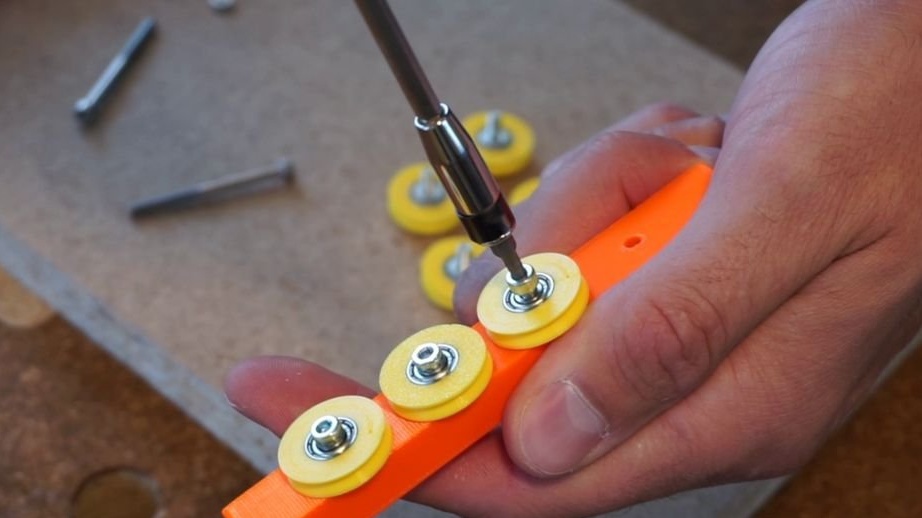
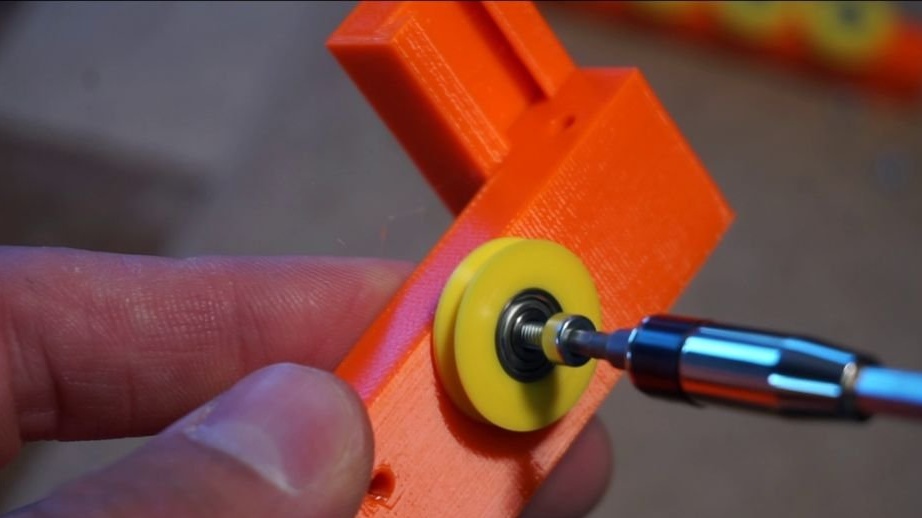
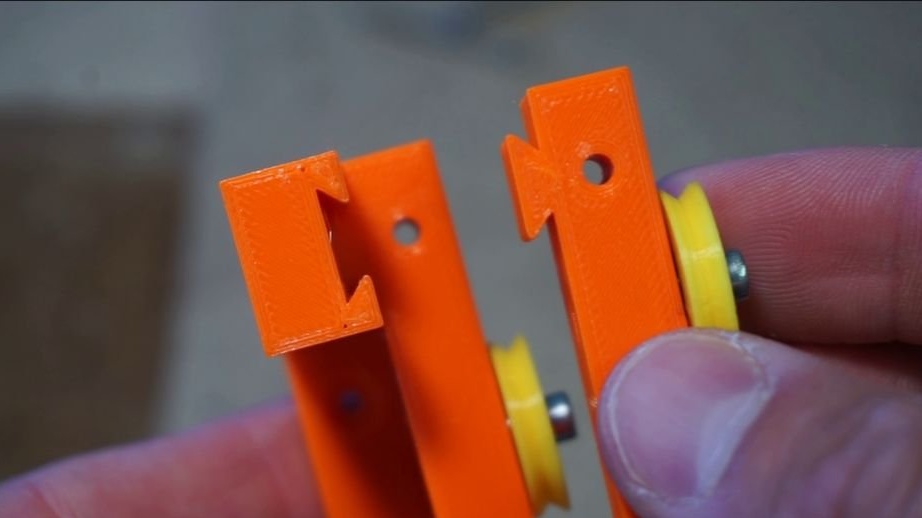
Indítsa el az összeszerelést a görgőkkel. Először be kell nyomnia a csapágyat 3x10x4 mm-rel a műanyag hengerházba. Helyezze az M3x12 csavart az egyik oldalra és az M3 alátét a henger másik oldalára. Az alátét megakadályozza a kerék súrlódását a kereten. Csavarja az összes görgőt az alsó és a felső keretre. Csatlakoztassa mindkét keretet. Rögzítse a kereteket két M3x40 csavarral.
Pénzt takaríthat meg a gördülőcsapágyakkal. A Straightener_RollerNoBearing alkatrészt nyomtassa ki a Straightener_Roller helyett. De a teljesítmény egy kicsit rosszabb lesz.
A még jobb eredmények érdekében használjon sorban 2 egyenesítőt.



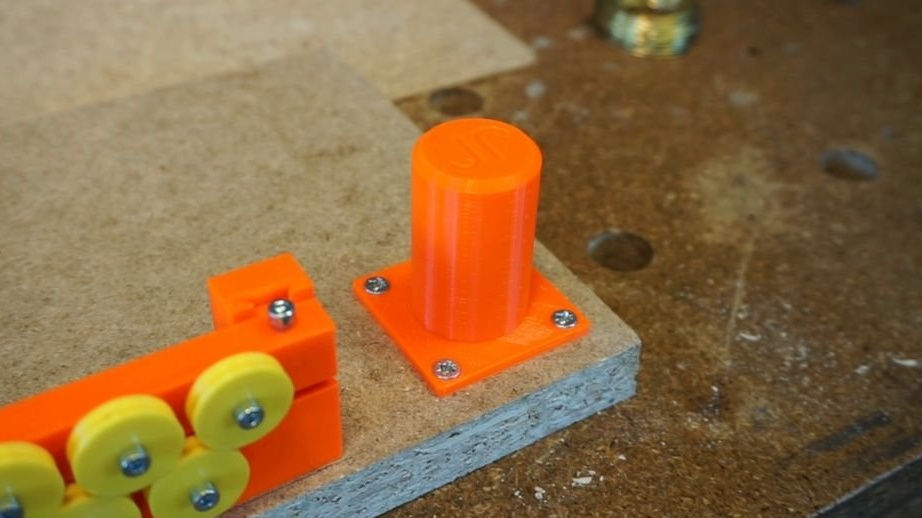
Hatodik lépés: Tekercstartó
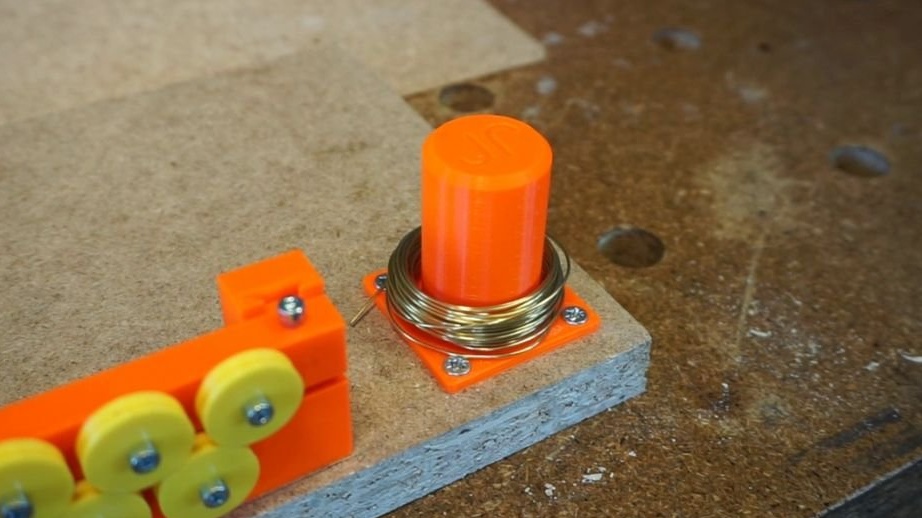
Az orsótartó egy egyszerű henger, amely megtartja a huzalt, és lehetővé teszi, hogy kiszáradjon az orsóból. Csavarozza az aljára négy 3x16 csavarral.
Hetedik lépés: csatlakoztassa
Először a hajlítóhuzalt kell betáplálni a gépbe. A mester 0,8–1 mm-es sárgaréz huzalt használ tekercs alakban.
A huzal a tekercsről a görgőkön megy keresztül. Csak illessze a huzalt a görgők közé. Aztán átmegy az üvegen.Állítsa be az adagoló mechanizmus helyzetét úgy, hogy az ereszcsatorna egyenesen legyen a huzalvezető felületével. Nyomja meg a közbenső fogaskerék karját, és nyomja a vezetéket az adagolón keresztül a hajlítólemezhez. Engedje el a kart, és hagyja, hogy nyomja az adagolószerkezethez. Most a kézi görgetést végezheti, hogy a huzalt a hajlítófejhez nyomja. Óvatosan állítsa be a hengerek feszültségét a csavarok meghúzásával. A hengereknek nem szabad szabadon forogniuk, hanem a huzalnak simán kell mozognia.
Másodszor, elektronika A vezérlőt is csatlakoztatni kell. A mester a klasszikus Arduino UNO-t használja CNC-vel és két A4988 léptető motorral. Az előtolómotor a Z tengelyhez, a hajlítófejű motor az X tengelyhez van csatlakoztatva.A meghajtókat a lehető legnagyobb pontossággal állítják be - mind a három jumper be van helyezve a lépéshajtók alá. Mindent össze kell kötni egy 12 V-os 3A-os tápegységgel.
Nyolcadik lépés: Firmware
Most megpróbálhatja elindítani a gépet. Mester használ GRBL együtt cncjs. Úgy tervezték, hogy marógépen dolgozzanak, de bármilyen típusú CNC-hez kiválóan működnek. A GRBL az firmware, amelyet telepítenie kell az Arduino UNO-ban. Van egy jó cncjs web kliens a paraméterek beállításához. Telepítse a GRBL Arduino-ra és a cncjs-re a számítógépére.
A telepítés után csatlakoznia kell a géphez, és ellenőriznie kell annak működését a Z +/- vagy az X +/- gombok megnyomásával.
Most be kell kalibrálnia: 10 mm = Z10 $ 102 = 34 $ 110 = 1600 $ 111 = 600 $ 112 = 1000 $ 120 = 500 USD 121 = 350 $ 122 = 350
Ez egy olyan értékkészlet, amely meghatározza, hogyan lehet a kódban megadott számot átalakítani a motor mozgására. Például, ha a Z tengelyt 30-ra állítja, ez valójában azt jelenti, hogy 30 mm-es vezetéket átnyom az adagolón.
Kigondoltuk a kalibrálást, most meg kell állítani a hajlítófejet nulla helyzetbe.
A hajlítófej mozgását a hajlítófej jól ismert rögzített pozíciója határozza meg. Ebben az esetben ebben a helyzetben a fej hajlítócsapja balra néz. Lásd a képet.
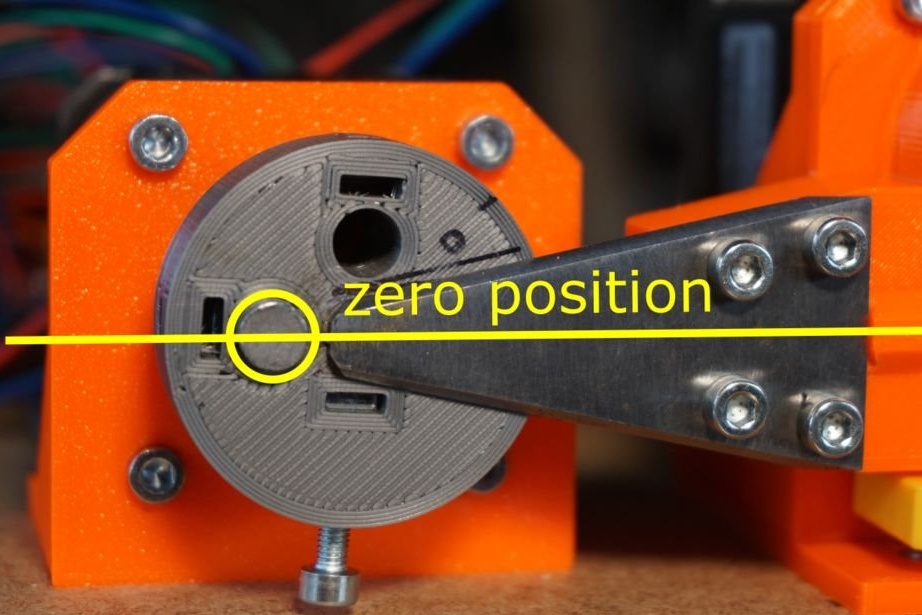
Javasoljuk, hogy jegyezze fel ezt a nulla helyzetet a fején, hogy ugyanabba a helyzetbe tudja visszatérni. Nincs szükség az előtoló mechanizmusra a nulla helyzet meghatározásához, mert mindig mozog az aktuális helyzethez képest.
Most nézzünk meg egy Gcode példát. A következőképpen néz ki:
G91
G1 Z1
G90
G1 X2
G1 X-6És itt van, amire minden érték meg van írva:
G91 - használjon relatív koordinátákat (kötelező a Z tengely mentén történő bármilyen mozgás előtt)
G1 Z1 - adagoljon 1 mm-es vezetéket
G90 - használjon abszolút koordinátákat (kötelező az X tengely mentén történő bármilyen mozgás előtt)
G1 X2 - fordítsa a hajlítófejet 2. helyzetbe (ennek a számnak nincs egysége)
G1 X-6 - fordítsa a hajlítófejet -6 helyzetbe
Ha 100-szor megismétli a lépéseket, kap egy rugó-hajlítási kódot. További forrásfájlok az alábbiakban találhatók.
hex-inner.gcode
hex-outer.gcode
spring.gcode
A gép készen áll. De a mester továbbra is javítani fog.
Egy ilyen gép gyártásának teljes folyamata látható a videóban.