
Sok kézműves gyakran szembesül azzal a szükségességgel, hogy egy tökéletes lemezt vagy kört faragjon ki. Ezt a feladatot kézi elektromos szúrófűrész segítségével lehet megoldani, de a minőség gyenge lesz.
Ebben a cikkben Ivan, a „Létrehozza a saját kezét” YouTube-csatorna készítője elmondja egy egyszerű, kör alakú fúvóka gyártásáról a kézmaráshoz.
Ez a házi termék nagyon egyszerűen előállítható, és egyszerű eszközökkel megismételhető.
Anyagokat.
- rétegelt lemez
- Acéllemez, csap, alátét, szárnyas anya
- acélrúd
- Csiszolópapír.
szerszámok, a szerző használja.
— csavarhúzó, fém fúrók
— Süllyesztett fúró
— Kézi malomfókusz
— Elektromos puzzle
— bolgár
- Vágó- és szárnyaskaparók
— Félautomatikus hegesztőgép
— Szög állítható szöghegesztéshez
- Vise, vonalzó, négyzet, ceruza, mag.
Gyártási folyamat.
A fő anyag laprétegelt lemez, kb. 1 m hosszú szalaggal. A szalag egyik szélén meg kell jelölni a marótalp körvonalait, és a középső lyukat meg kell marni.



Miután megjelölte a középső vonalat, a szerző mindkét irányban 10 mm-rel visszalép.

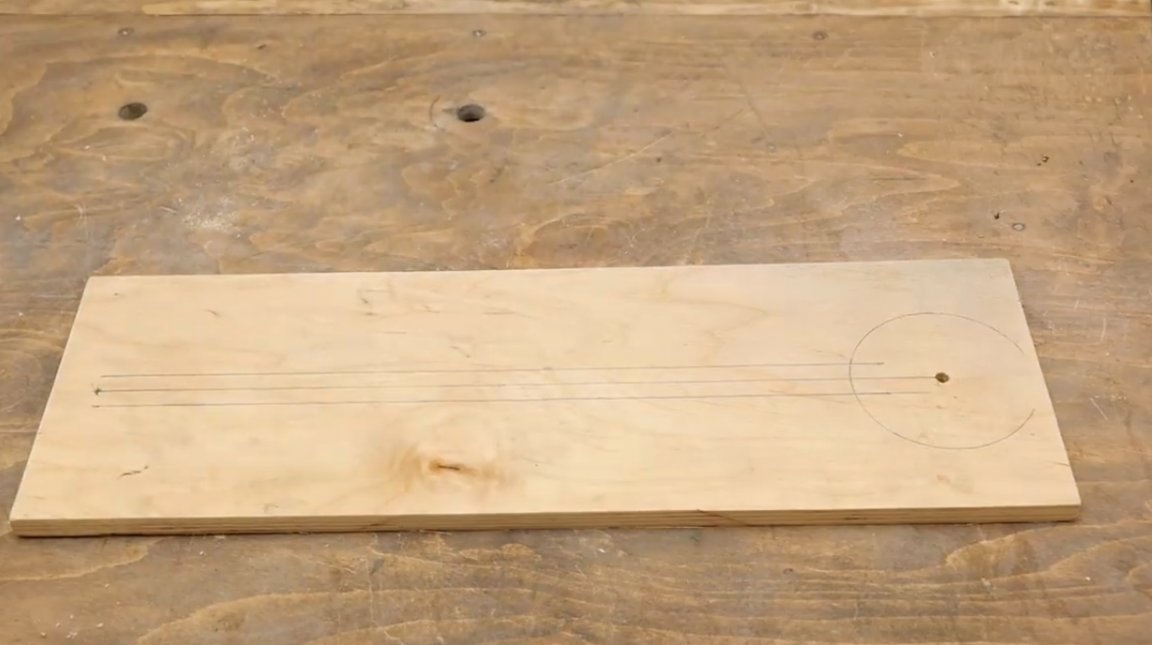
A jövőbeli ásatások szélén kerekítések vannak feltüntetve.

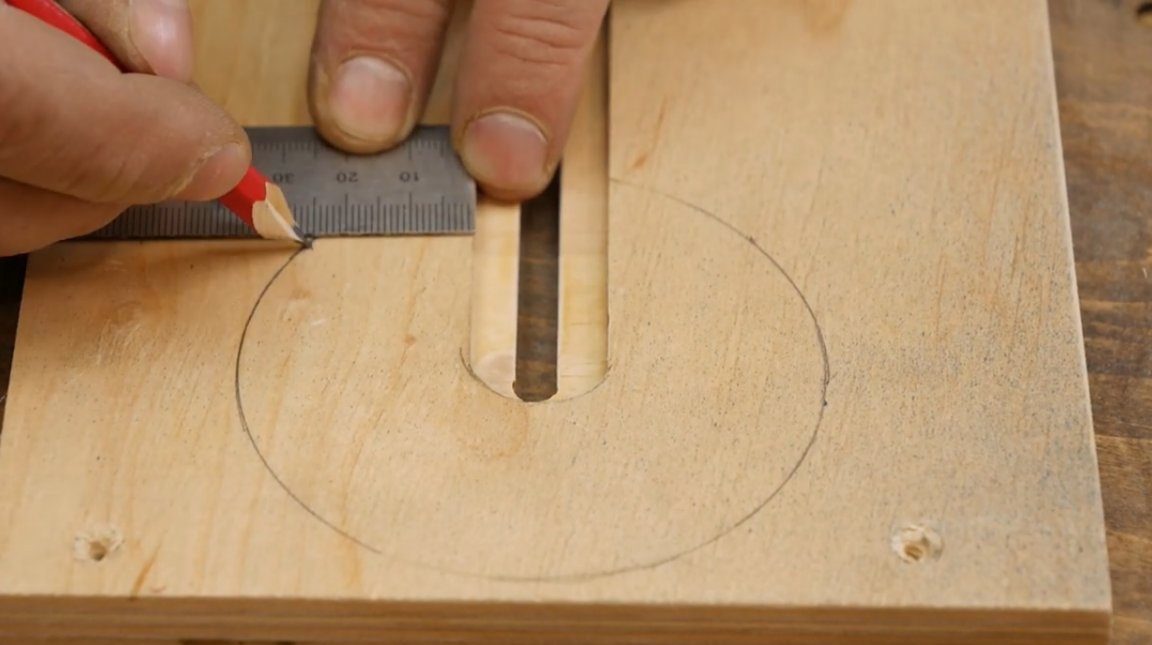
A munkadarabot rögzítik a munkapadra, és egy sekély horonyt marnak a jelölés szerint. Ezt egy maróval egy ütközővel végezzük. A felesleges port levegő kompresszorral el lehet távolítani.



A munkadarabot megfordítják, és a mester átmenő hornyot mar mar bele benne a vágó szélessége mentén. A kapott hornyok széleit csiszolópapírral csiszoljuk.



Ezenkívül a szerző a jövő fúvóka kényelmes és ergonómikus kontúrját képezi.



A terméket a jelölés szerint darabolják, az összes külső szélt csiszolópapírral csiszolják. Ez eltávolítja a fúrókat.


A kézműves felvette a megfelelő, körülbelül 3 mm vastag acélszalagot, megjelölte azt a mélyedés szélessége mentén, és darálóval levágta a felesleget.



Az alkatrészt egy csapszegbe rögzítik, és két végét lecsupaszítják egy csíkos sziromkoronggal.

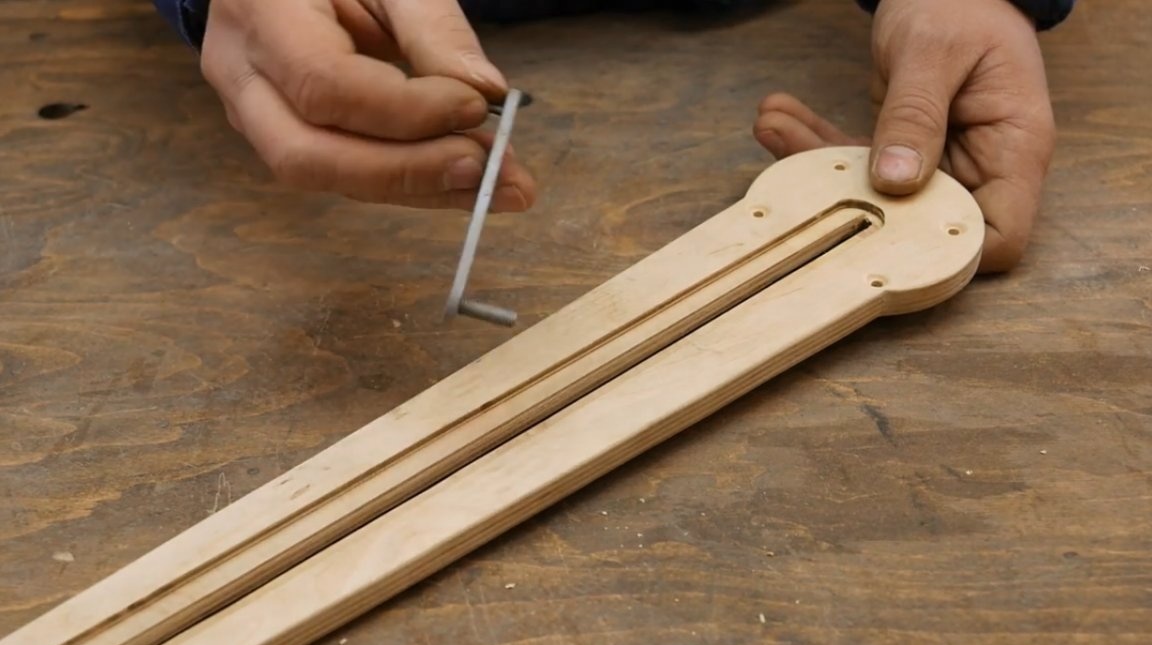
A feldolgozás után ez a lemez jól csúszik a fúvóka horonyjában. Fontos, hogy vastagsága megegyezzen a bevágás mélységével. Két szélén megjelöli a hegy és a rögzítőcsavar jövőbeli lyukait.


A jeleket mindkét oldalon felhalmozzák, és lyukakat különféle átmérőjű fúrókkal fúrnak.



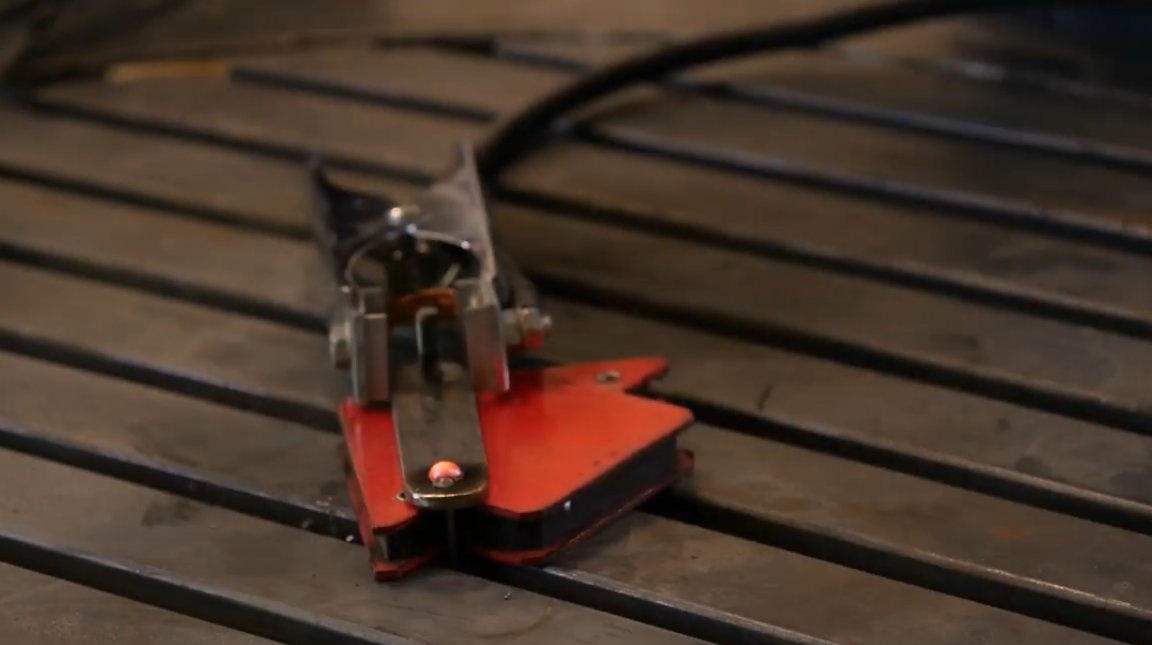
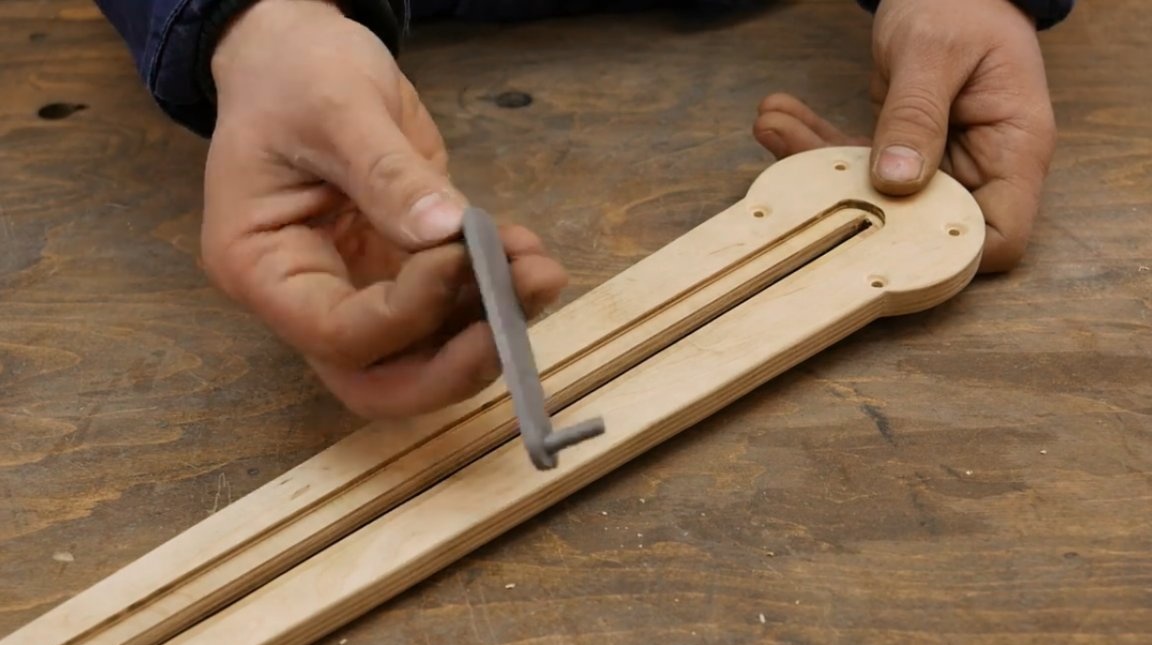
Az első lyukban a mester hegeszti az M6 acélcsapot, rögzítve a mágneses sarok segítségével a munkadarabba.




Ezután az egyik végétől élesített acélhuzalt hegesztenek körülbelül 1,5–2 mm átmérőjű vékony lyukba. A hegesztési varratokat lehajtható tárcsaval csiszolják.

A szerző eltávolítja a talpot a kézi malomból, és áthelyezi a szorítócsavarok furatának jelölését a munkadarabra.



A csavarlyukakat egy süllyesztett fúróval fúrják.

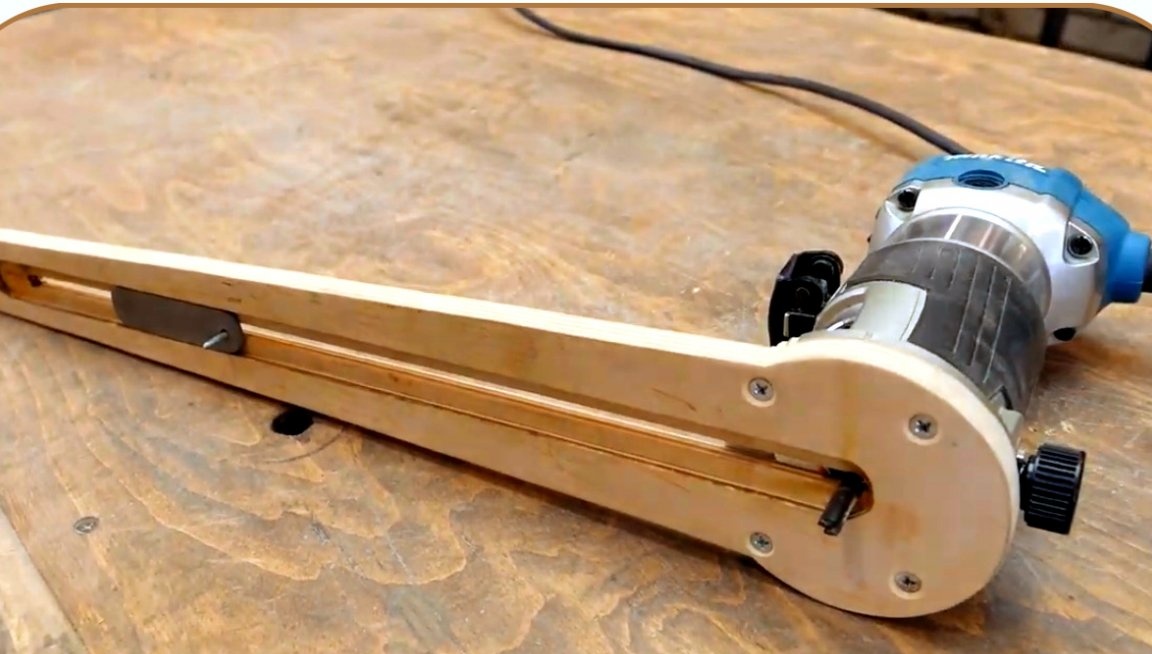
Az acélbetétet alátéttel és szárnyas anyával rögzítik a fúvóka aljára.



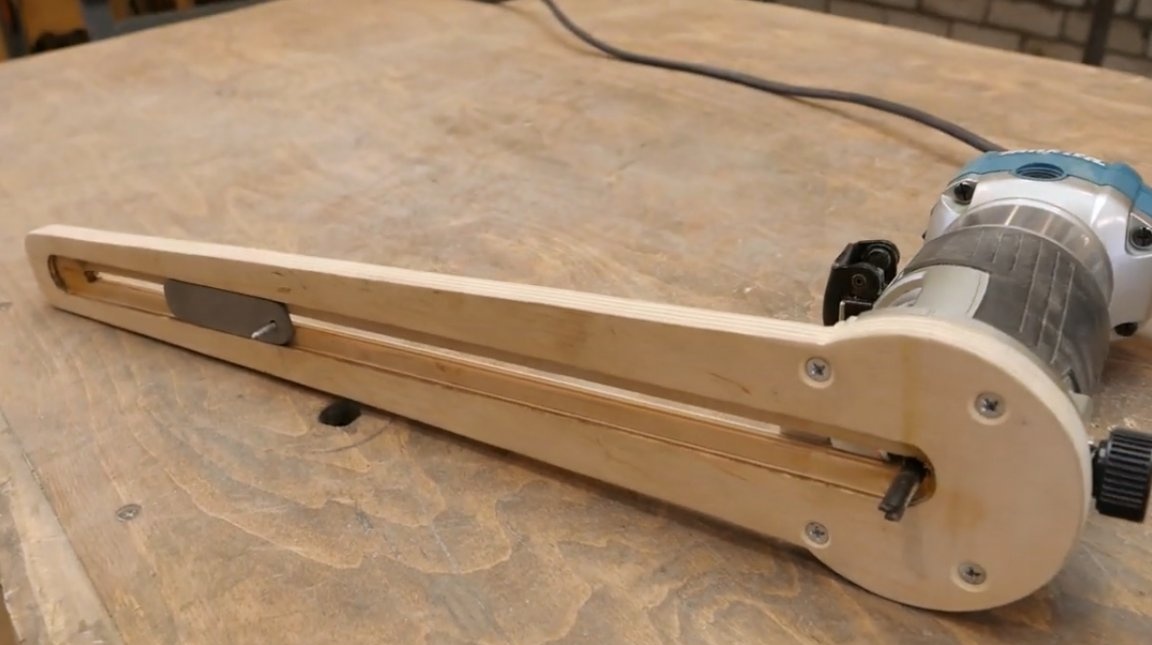
A fúvóka most csavarozható a malom testéhez.

Így fog mozogni a fül a test mentén, ha nagy sugarakkal dolgozik - a tűt a külsőbe, a kisméretűt pedig befelé kell felszerelni.



A szerző egy 250 mm-es sugarat körbevág, és rögzíti a tűt ebben a helyzetben, figyelembe véve a vágó átmérőjét.

Két táblát helyezünk a rétegelt lemez alá, a középpontja rajta van, és benne fúrunk egy lyukat a tűhöz.



Minden kész, lemezt vághat lemezlemezből. A szerző ezt több lépésben hajtja végre, fokozatosan növelve a vágó túlnyúlását.



A kapott termék széleit csiszolópapírral csiszoljuk, és a lemez készen áll.



Itt egy ilyen egyszerű alkalmazkodás A mesterről kiderült. A kapott kör legkisebb sugara csak 20 mm, a lehetséges legnagyobb pedig 800 mm. Bár meghosszabbíthatja az alapot, ám maga Ivan csak az ilyen paraméterekre korlátozódott.

Köszönöm a szerzőnek az útválasztó egyszerű, de hasznos eszközét. A műhelyben különféle sugaras termékeket, tárcsákat, gyűrűket és hasonlókat készíthet.
Ha érdekes házi termékei vannak, ossza meg őket ezen az oldalon. Itt valódi jutalmat fog kapni, nem pedig egy "zöld zacskót" a szórakoztató fórumon.
Minden jó hangulat, sok szerencsét és érdekes ötletet!
A szerző videó itt található.