
Ez a cikk érdekes lesz az asztalosok és a fafeldolgozó kézművesek számára. Andrei, a "Stolyarny KB" YouTube csatorna szerzője bemutatja benne a keret összeszerelésének technológiáját - a maró vastagságát. Ezt a keretet úgy tervezték, hogy megkönnyítse a nagy lapok (falemezek) és a kiegyenlítő síkok feldolgozását.
Tehát Andrey megmutatja neked egy kissé szokatlan maróvastagságot, amelyet elrendeltek neki.
Az ilyen mechanizmusok hatálya meglehetősen széles.
Táblalapok készülnek, csak kőris vagy tölgyfa deszkák kerülnek értékesítésre.
Egyes esetekben vannak olyan cédruslemezek, amelyek elég vastagok. Az ilyen kiindulási anyagok mindig további feldolgozást igényelnek síkon. Az igazítás akkor is szükséges lehet, ha dübörögnek vagy be vannak csavarva.
A széles, nagy sík igazításához valamilyen speciális mechanizmust kell használnia.
A szerkezet, amelyet a szerző készített, a tolókon két irányba halad - ezért a marógép különböző rezgéseit és hátrahullását minimalizálják. Ez megkülönbözteti a javasolt mechanizmust egy tipikus kialakítástól, amelyben általában gumizott görgőket használnak például a görkorcsolyától.
És ez nem egészen jó - kiderül, hogy a csíkoknak később ugyanazzal a köszörüléssel kell foglalkozniuk. Ez egy meglehetősen időigényes művelet, nagy mennyiségű porral összefüggésben, nem mindig eredményes és kényelmes.
szerszámok, a szerző használja.
- Neiler (pneumostapler) és 30 mm hosszú szögek


- bilincsek
- Kefe, kalapács.
Anyagokat.
- 18 mm vastag laminált MDF-ből szeletelt léc
- Alumínium sarok
- Tölgy rúd
- Öncsavarok
- PVA ragasztó.

Gyártási folyamat.
Először a szerző készít egy keretet. Számára minden részlet már elkészült.




Használjon ragasztót az előkészített alkatrészekre laminált MDF-ből. Ez lesz a kerettest.


Építeni kezd. Ragasztja a gyöngyvezetőt.Ragasztja a merevítőket a vezetőtest belsejébe, hogy az idő múlásával ne csökkenjen a terheléstől vagy más tényezőktől.




Miután korábban meghúzta a vezetőt szorítókkal a merevítők területén, egy kalapáccsal csap be a szorosabb zsugorodás érdekében.




Ezután ezenkívül rögzíti az alkatrészeket egy pneumatikus tűzőgéppel.


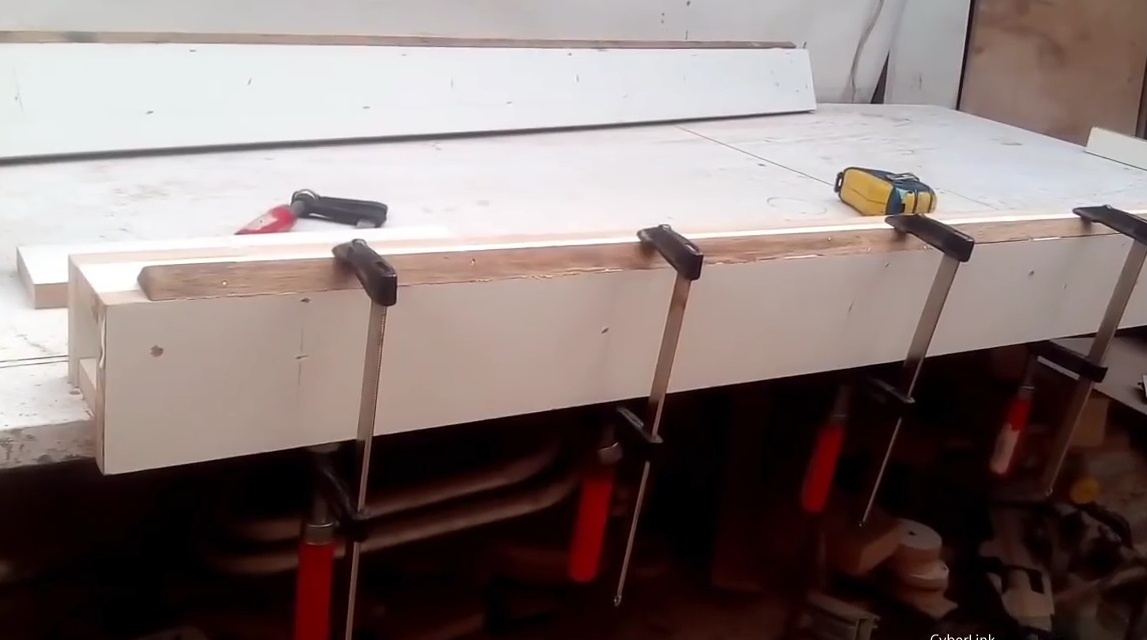
Az utolsó felület ragasztása után rögzíti bilincsekkel, és rögzíti egy szegéllyel is. És hagyja a ragasztót a szárításhoz.
A modern PVA D3 lehetővé teszi, hogy rövid ideig meghúzza a munkadarabot. 20-30 perces szárítás után elengedheti a bilincseket, ha a környezeti hőmérséklet meghaladja a 20 ° C-ot.
Tehát egy nagy keret fő részei össze vannak ragasztva. Valójában Andrei négy ilyen mintát készített a keretre és kettőt a vezetőkre.


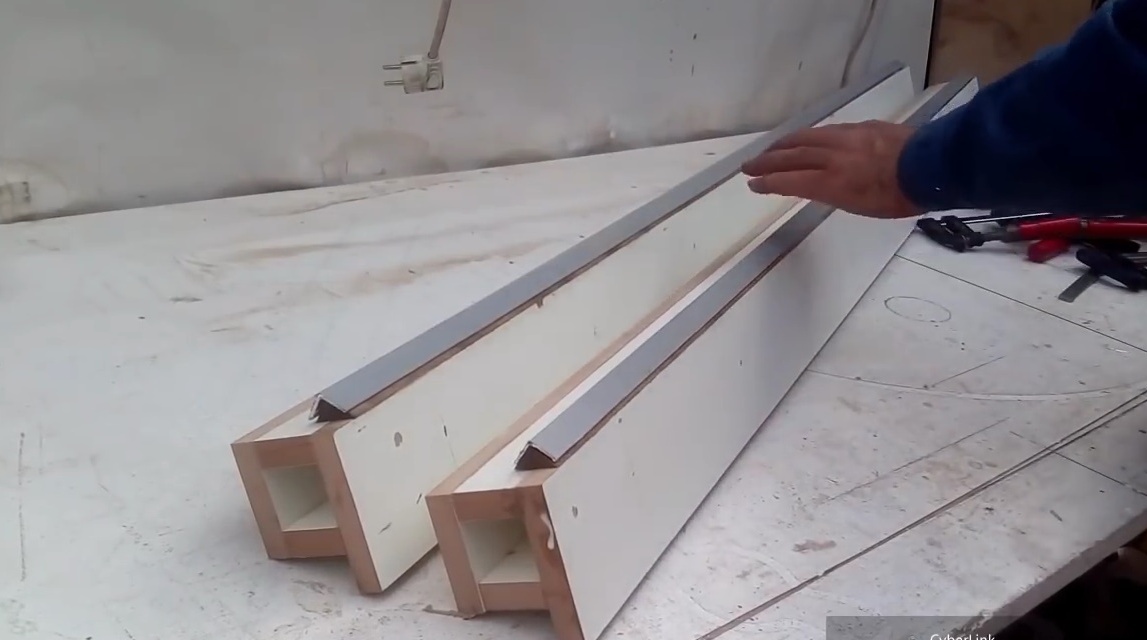
Pontosan így néz ki a 1750X1590 mm-es keret.




És ott, a keret alatt, áthalad egy 75 mm vastag munkadarab. 1700 mm-nél hosszabb beruházást végezhet.


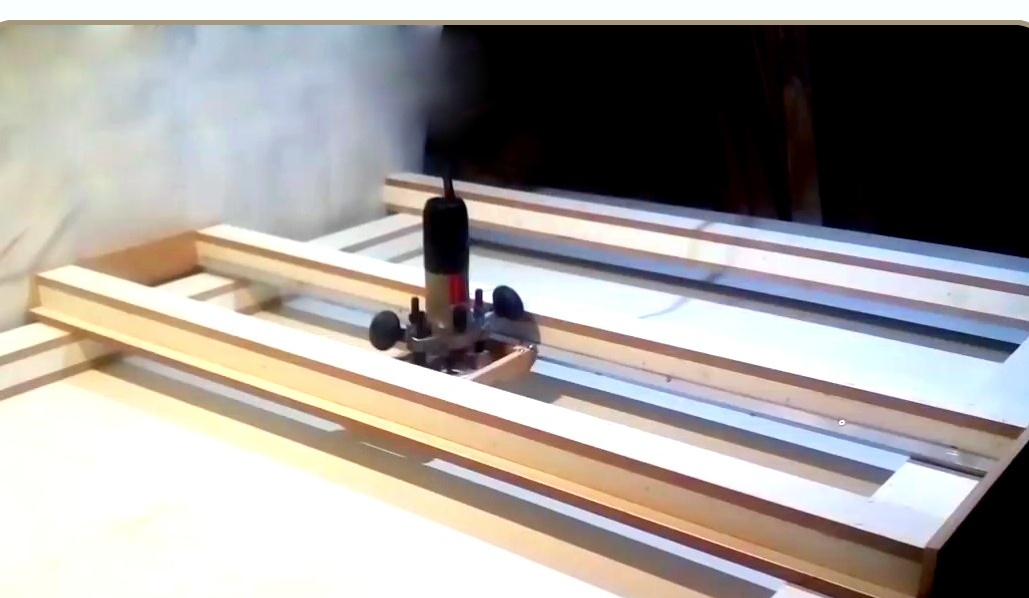
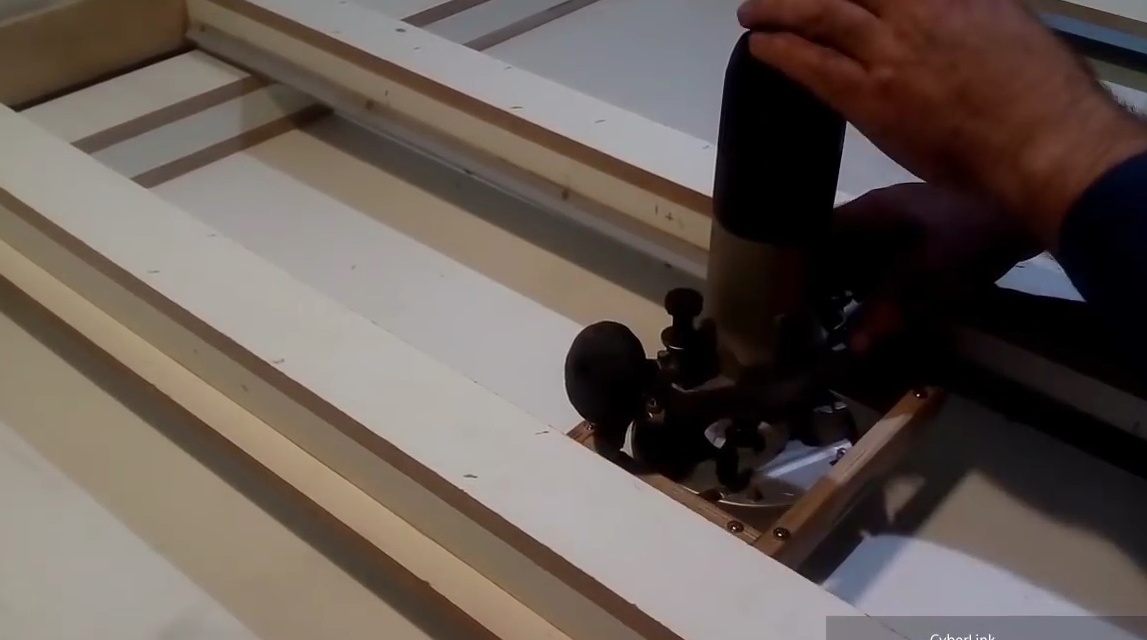
Most már el kell készíteni a csúszkát, amely a marógépet a munkadarab felett mozgatja.

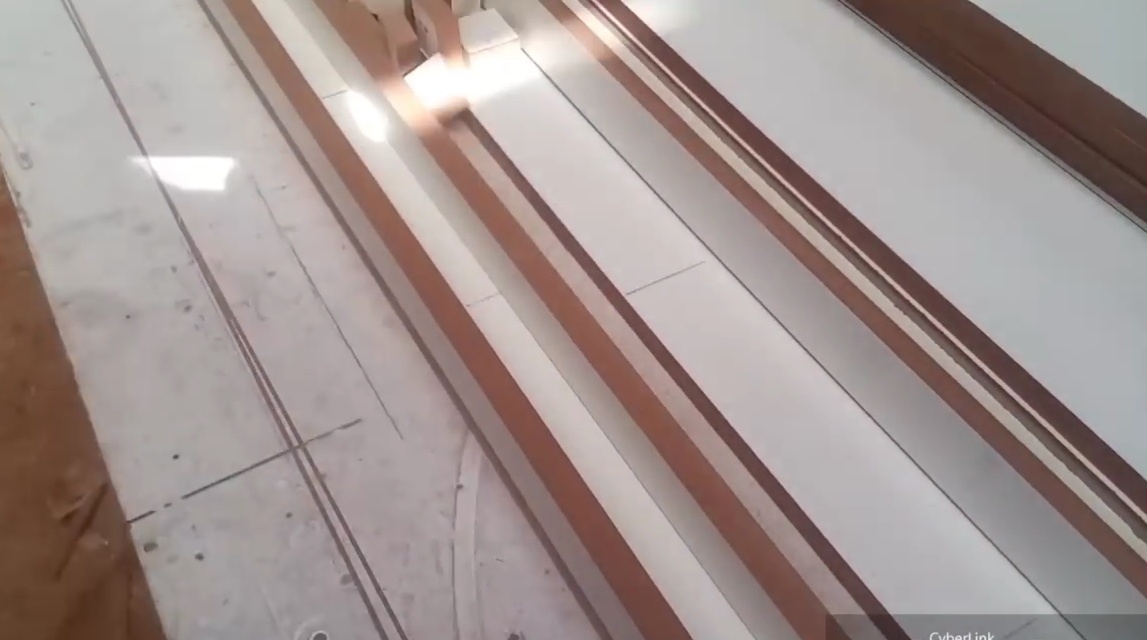
A szerző háromszögletes léceket vágott tölgyfa rudakból. A reikit így rögzítik.

Ragasztottam a síneket két további ragasztott vezetőre, és szorítóval szorítottam őket.


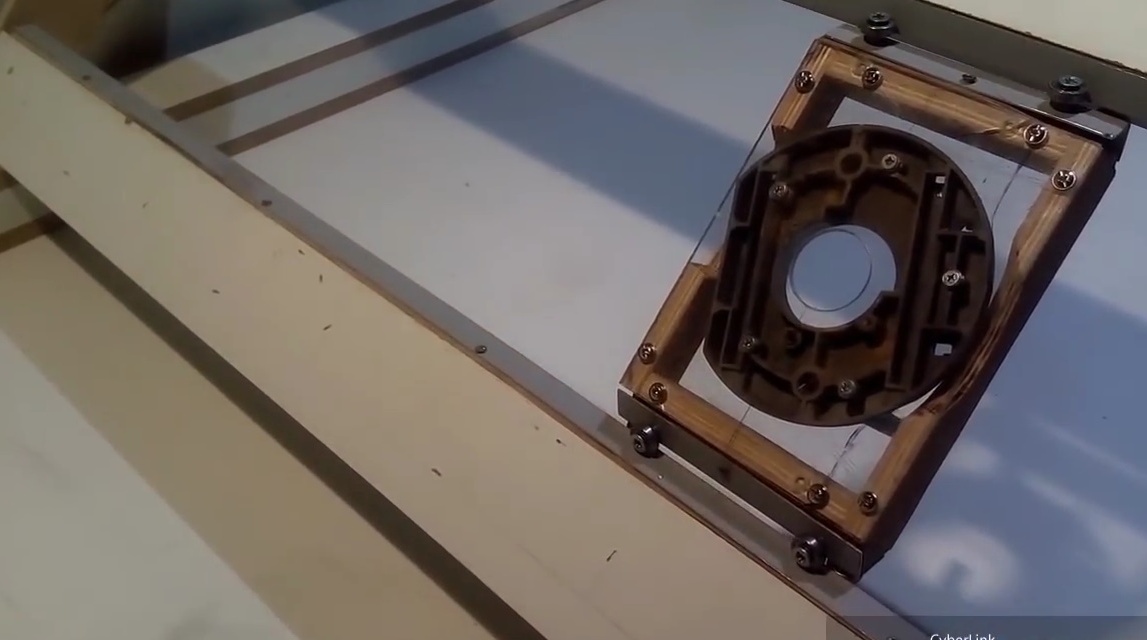
Alumínium konzol van felszerelve a lécre. Rögzíti öncsavarokkal. Lágyabb, mint az acél, a kocsi végig mozog rajta. Még akkor is, ha a vezetőket szorosan meghúzzák - az idő múlásával a kocsi kiválasztja a minimális nyomtávot, és mindig óvatosan mozog.


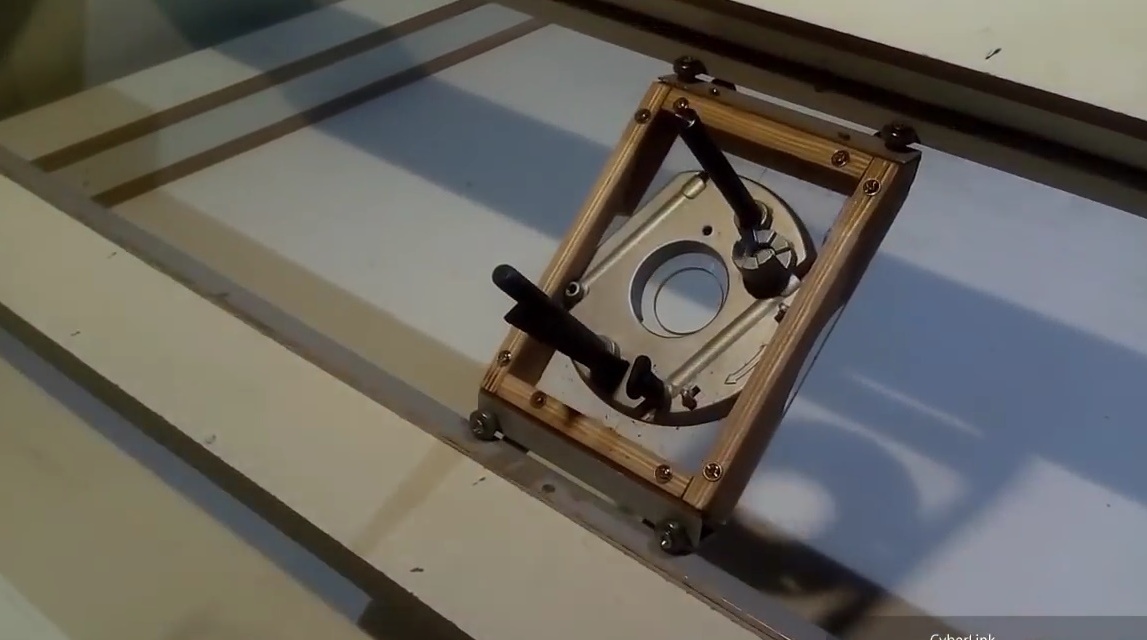
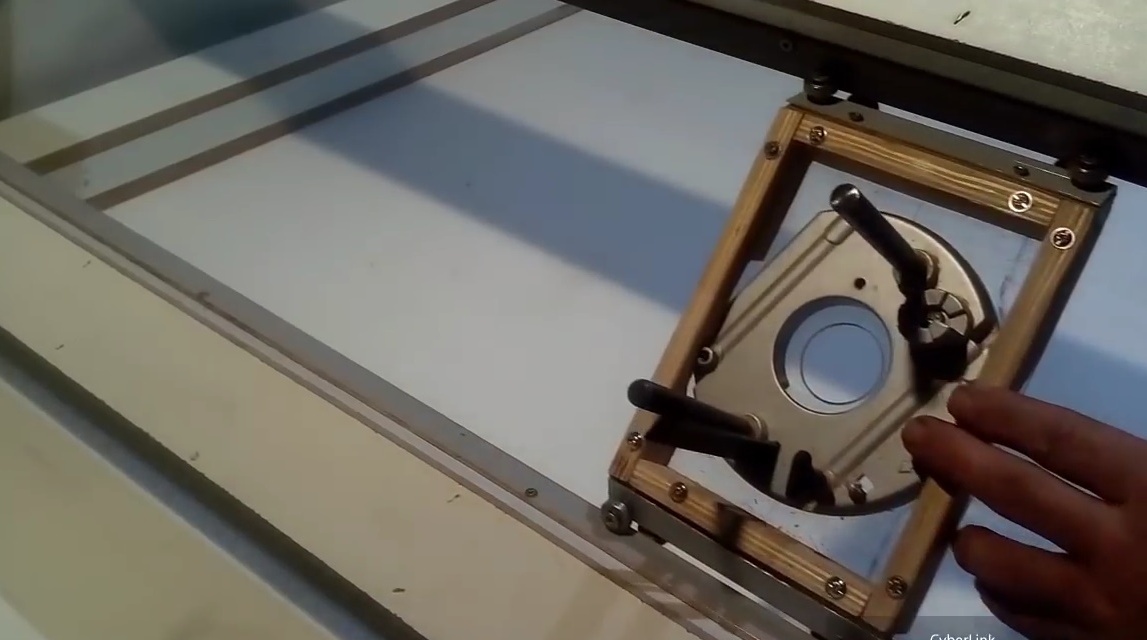
Úgy néz ki, mint egy mozgatható kocsi.
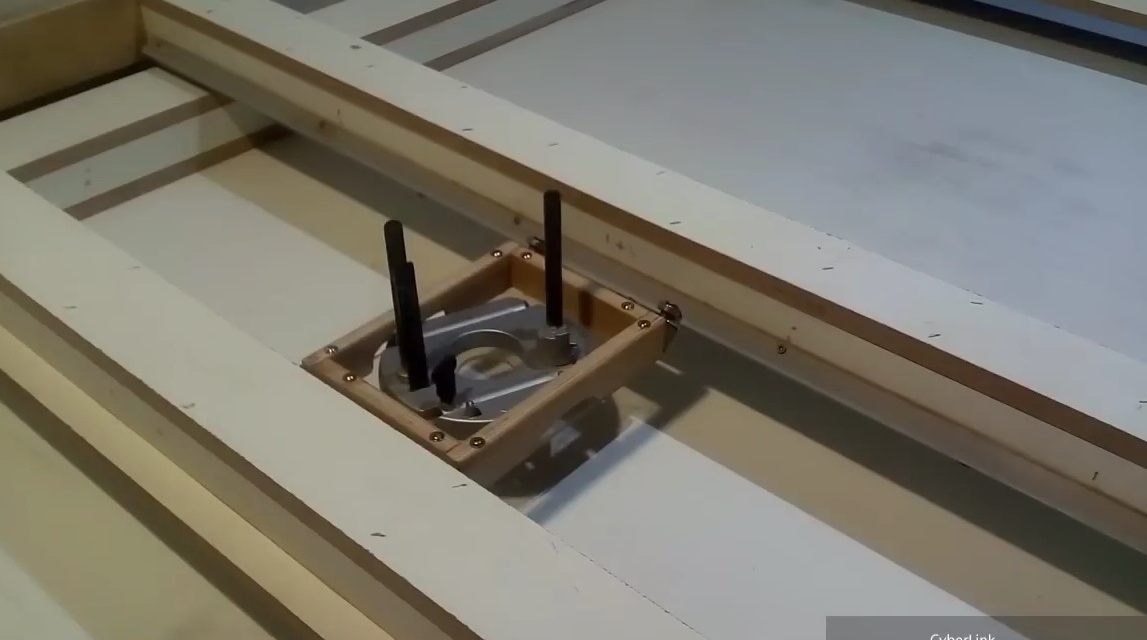

A szerző mindkét oldalán bemutatja, hogy miként készül. A kocsi alsó részébe egy 4 mm vastag szerves üvegtalp van felszerelve. Rétegelt lemezre van rá erősítve 5 mm-es bútorkötésekkel és ragasztva.
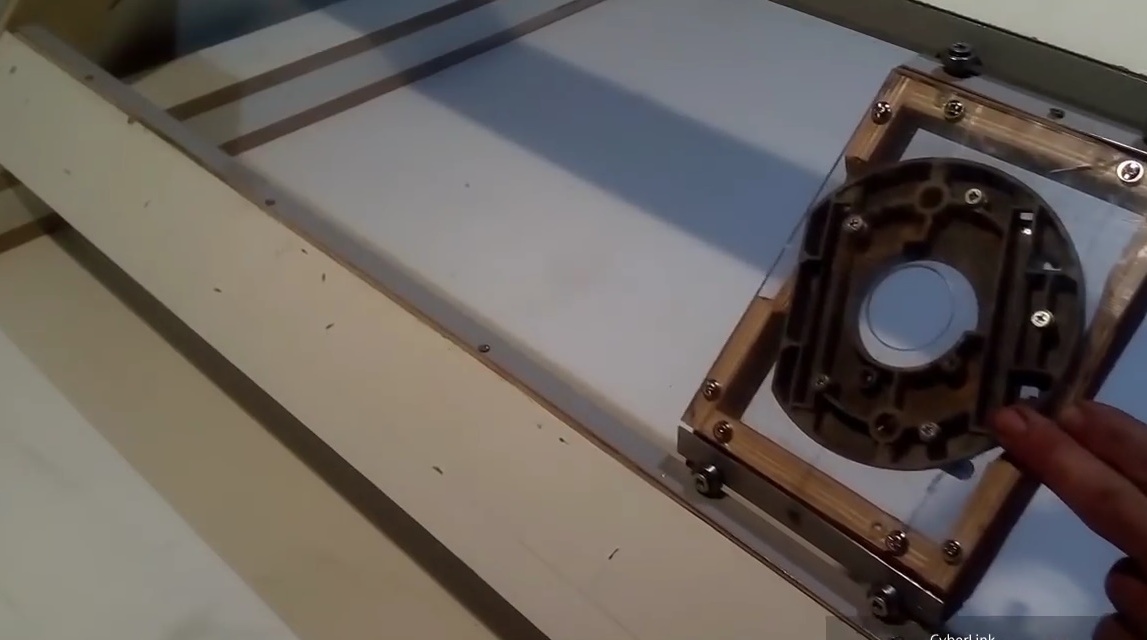
Ezután egy marót és egy maróvágót helyezünk el, amely egy síkban működik. Ez egy kerek horonymaró. Telepíthet nagyobb marógépeket is, például négy késsel és 60 mm átmérővel. A feldolgozás mélysége körülbelül egy milliméter lesz.


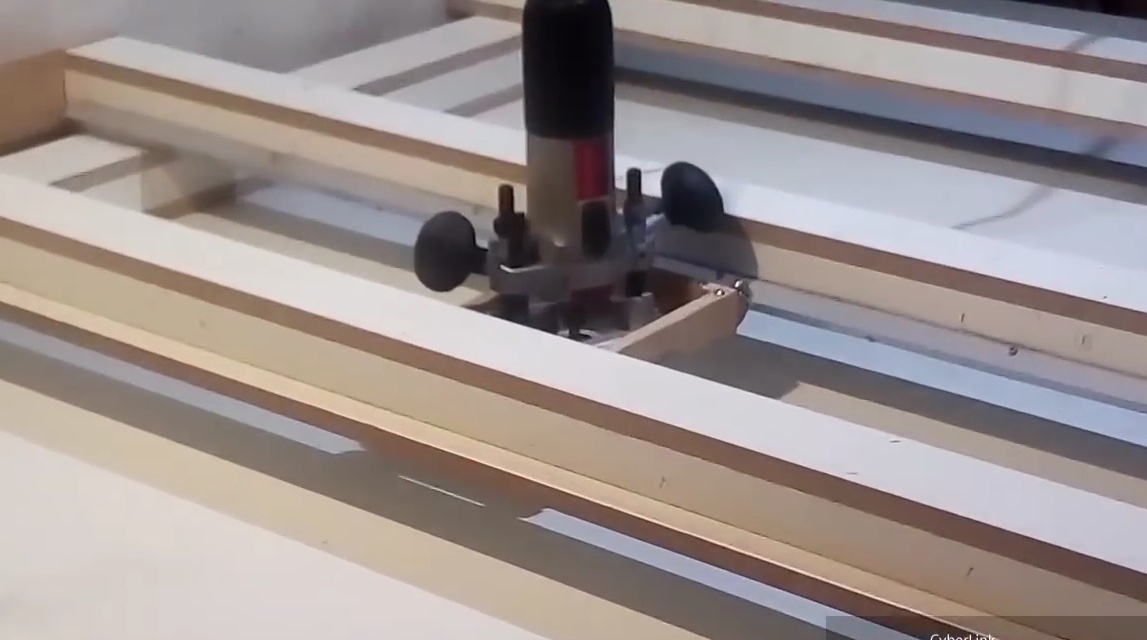
Most már ez az építkezés egy 1500x2800 mm méretű MDF-lemezen fekszik.
Tehát minden távolról nézve könnyedén meghajtja a kocsit. Általában itt van egy olyan kocsi, amely síkok felületével rendelkezik.
Köszönet Andrey-nak az érdekes projektért!
Jó hangulat mindenkinek!