
Ebben a cikkben Michael, a "Jó Mester" YouTube-csatorna szerzője elmondja neked, hogyan készített befecskendező fáklyát az olvasztókemence számára.



A szerzőnek meg kellett olvasztania a színesfém fémeit, és úgy döntött, hogy olvasztókemencét készít. De egyik fő eleme a helyes égő.
Anyagokat.
- acélcső
- Ónasztal
- 3 mm vastag acéllemez
- Hegy egy 0,8 mm átmérőjű, félautomata hegesztő eszközből
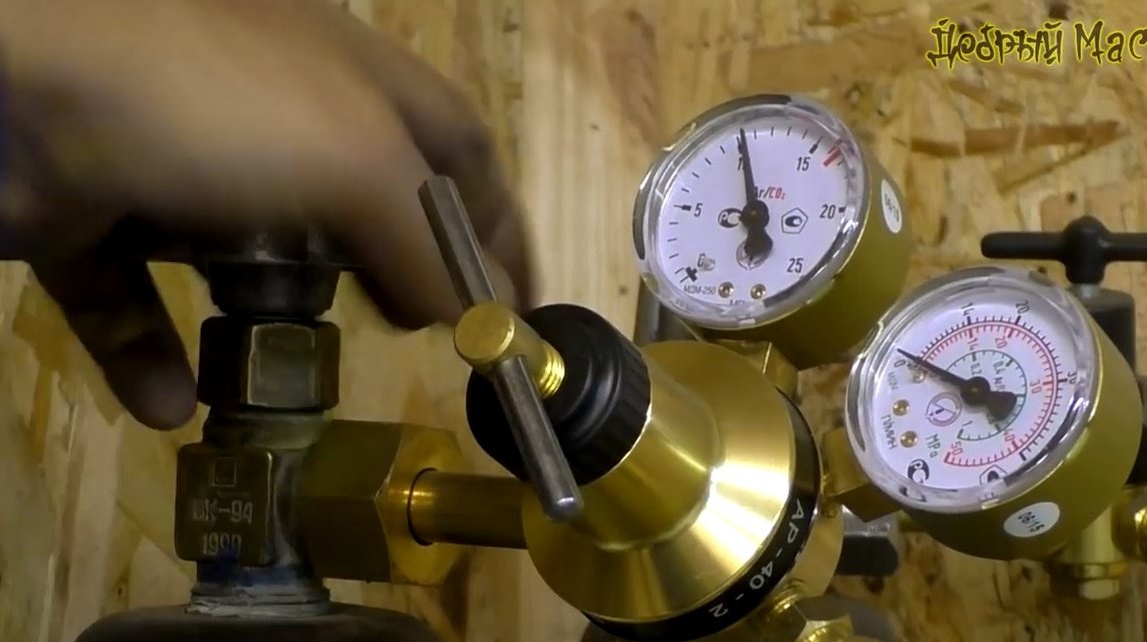
- Propán sebességváltó
- M10 csavar hatszögletű csavarkulcshoz, anyához, alátéthez
- gázcső.
szerszámok, a szerző használja.
- bolgár, levehető és korall kerekek
- Eszterga
- Vise, kalapács
- Szalagcsiszoló
- csapok
- féknyereg
- Vonalzó, ceruza.
Gyártási folyamat.
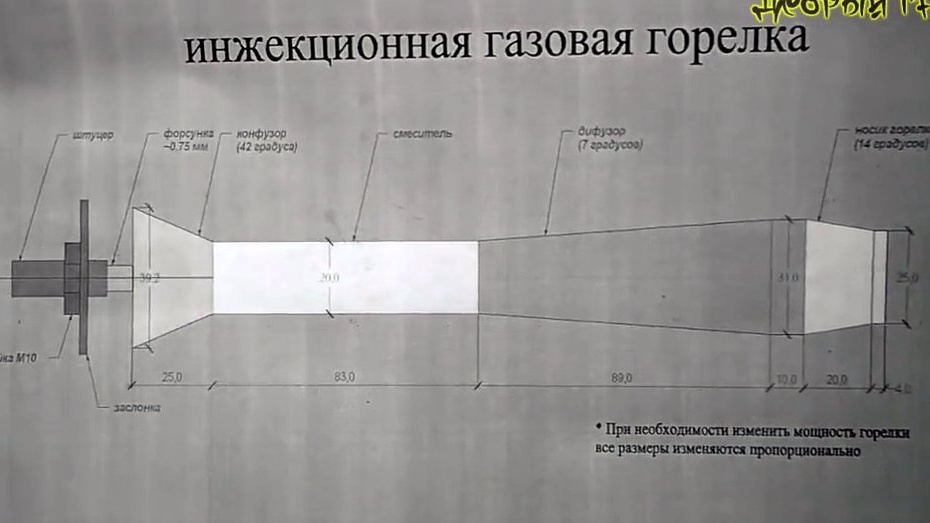
Útmutatóként a mester megtalálta az égő rajzát az interneten.
Aztán felvette acélcsöveket.
Fúvókaként a szerző hatlapú csavart fog használni.
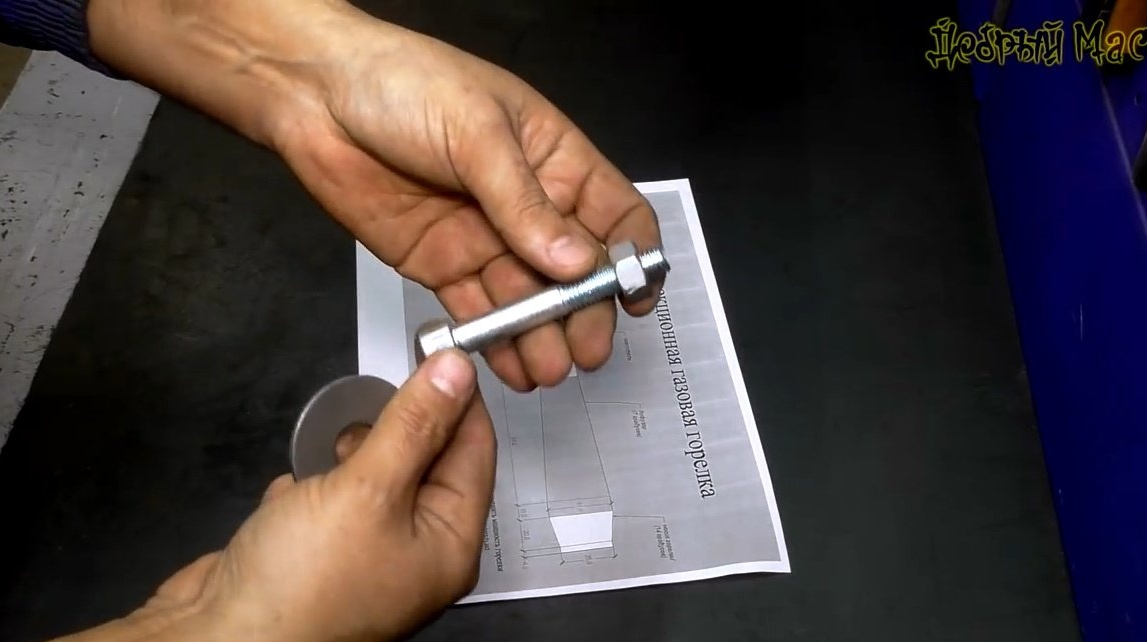
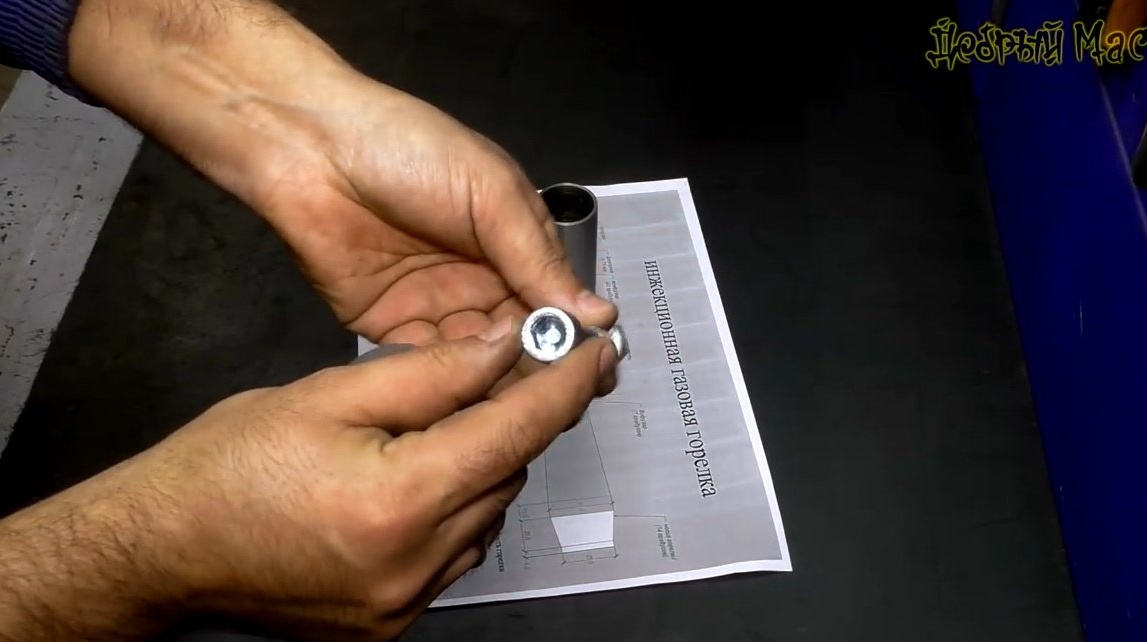
És a hegesztő félautomata eszköz csúcsát maga a csavarba csavarják be. A furat átmérője 0,8 mm.
A szerző propán sebességváltót és gázcsövet is vásárolt.



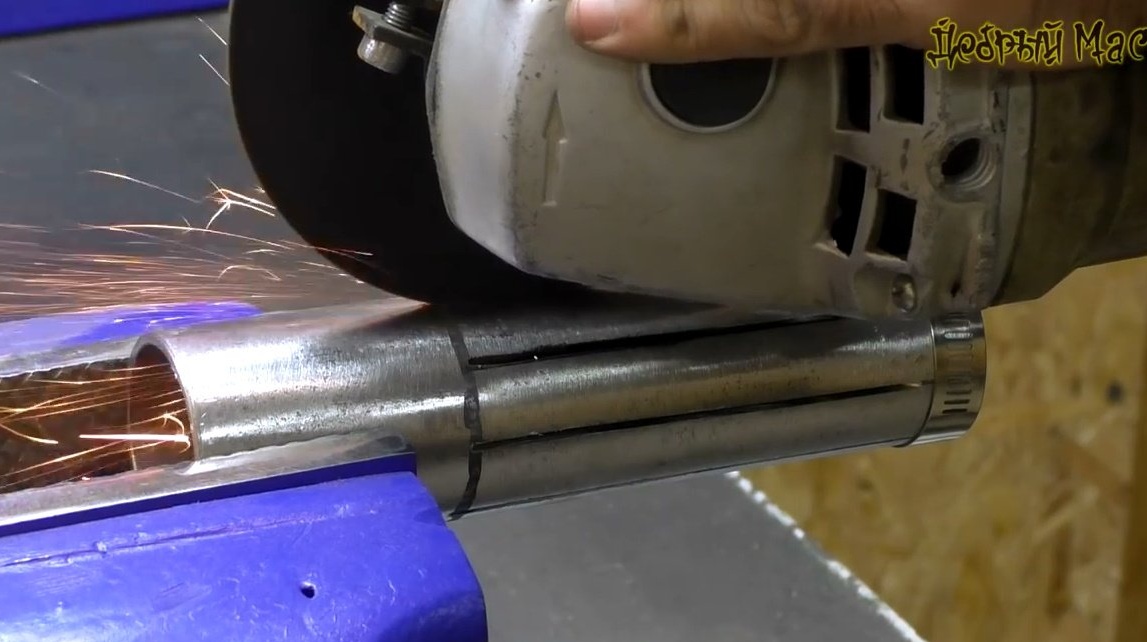
Most vágnia kell egy 180 mm hosszú csődarabot.




A szerző kivezető csiszolókoronggal simította ki a cső végeit. Aztán korallkoronggal levette a festéket.




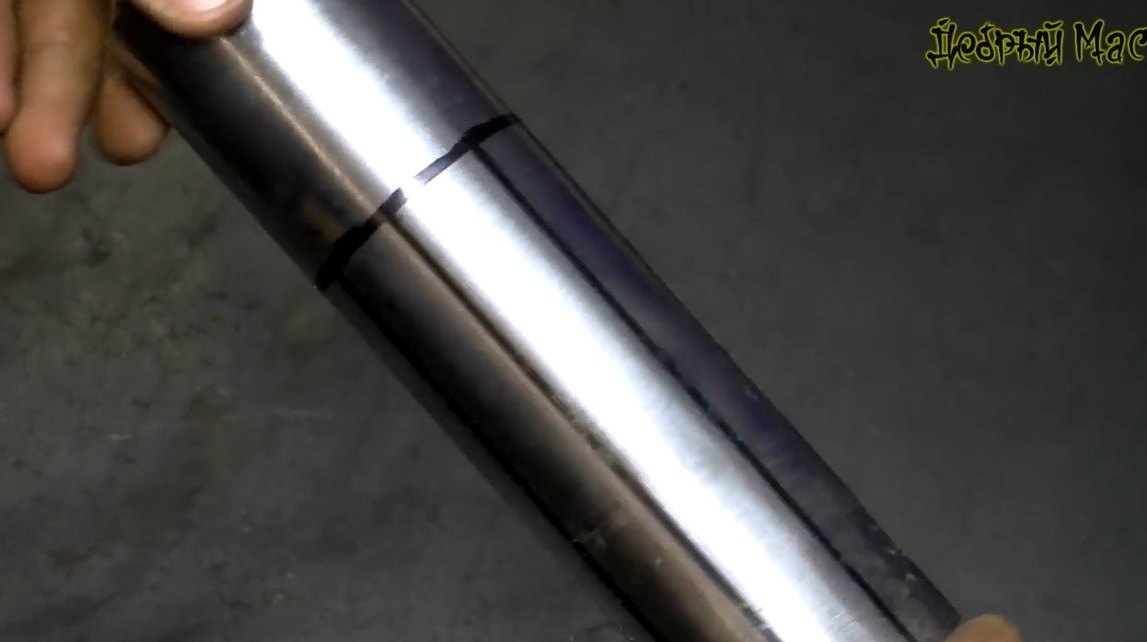
Ezután jelölje meg az égő diffúzort (120 mm) és az égő fúvókáját (35 mm). A pontos vágás érdekében a csövet egyszerűen becsomagolhatja egy papírlapra, és megjelölheti.



Nyolc hosszanti metszetet is megjelölt.



Az előzetes vágások után a mester szorítóval meghúzza a szárot és kissé szélesebbre vágja. A jövőbeli diffúzor testét a keverő méretéhez kell igazítani.


Ezután a bilincset középre tolja, kinyújtja a hátsó részeket.


Ponthegesztéssel fogja meg, és a kapott szirmokat lehúzza.


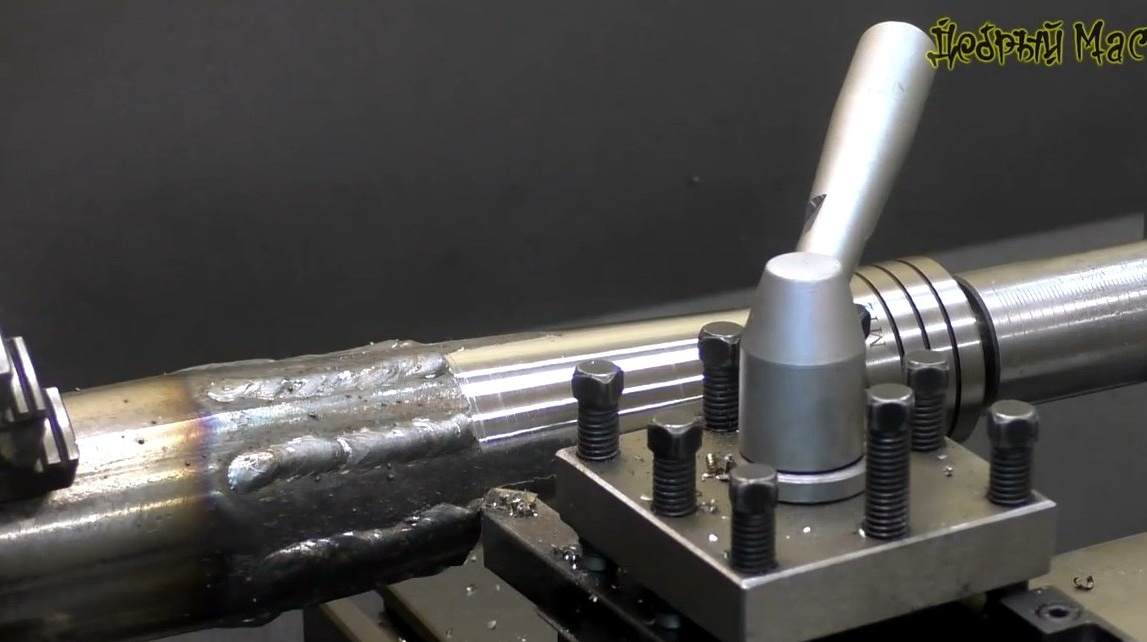
Most a diffúzor összes varrása felforralható.



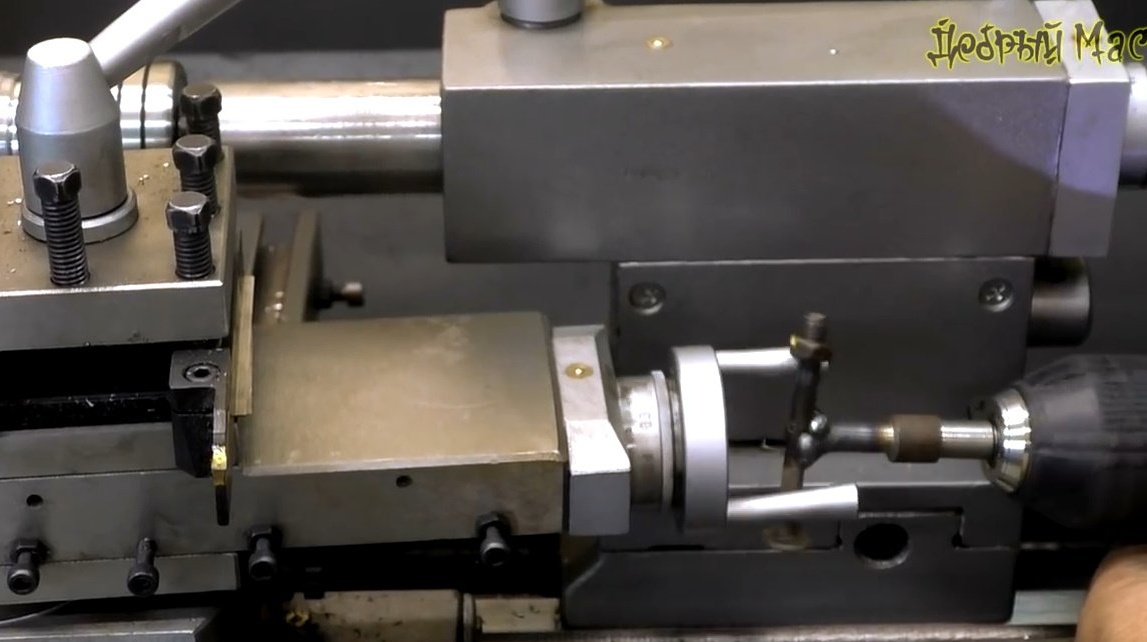
Itt van egy befúvó. A varratokat darálóval lehet tisztítani, de a szerzőnek eszterga van.


Rögzíti a munkadarabot az eszterga tokmányban.



A kúp megmunkálásához a mester egy kis hosszanti előtolást használ, és annak érdekében, hogy ne csavarja el kézzel, ehhez csavarhúzót adaptált.
Most már hegesztheti a keverőcsövet.



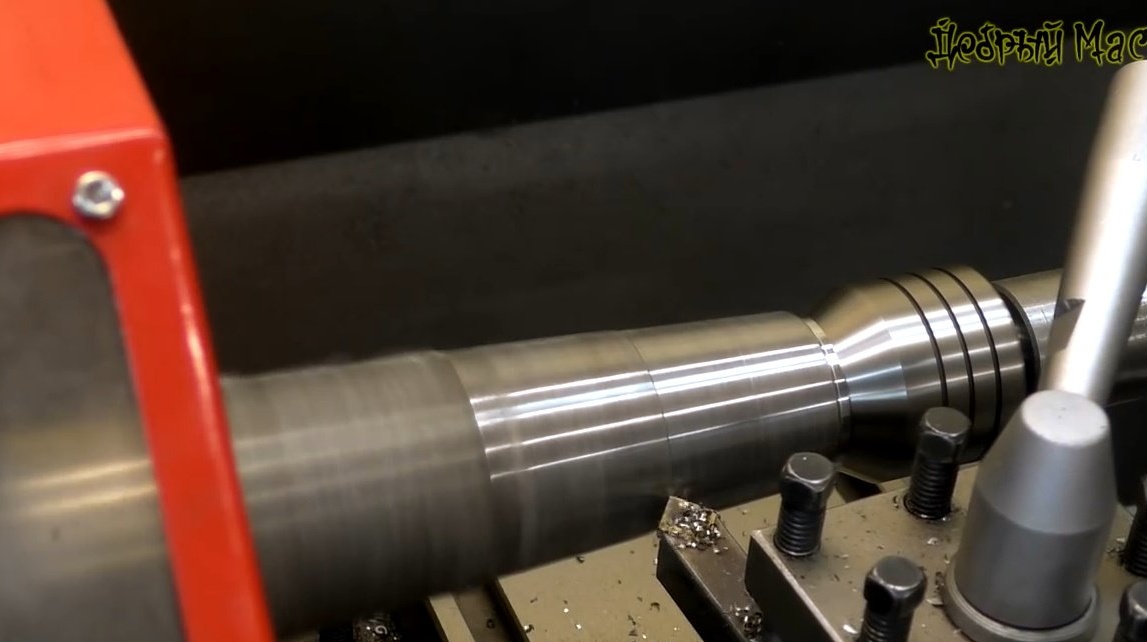
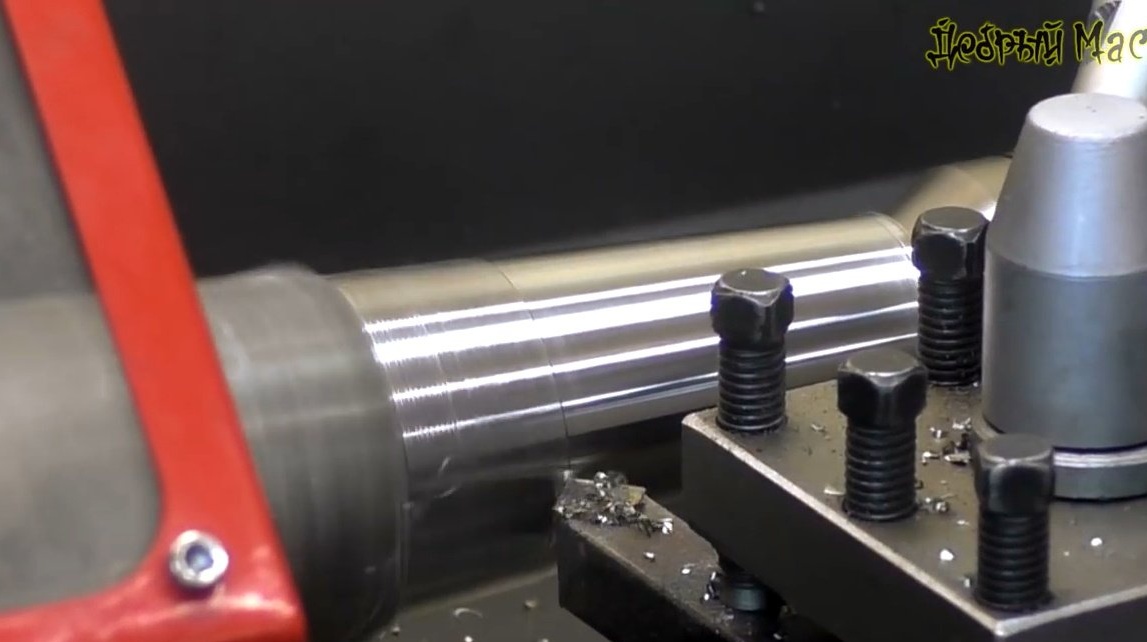
A szerző ugyanúgy szűkíti az égő fúvókáját, mint a diffúzor.





Hajlítja a szirmokat, fésíti a varrásokat.



A lecsupaszítás után ez kiderül.


Végül el kell készíteni az utolsó részletet - a zavaró készüléket, és hegeszteni a főtesthez. A gyártási módszer ugyanaz.



A fúvóka elkészítése a csavarból és a csúcsból készül.


Fúrjon át egy 5 mm átmérőjű furatot a csavarba. Ne felejtsük el a zsírt.

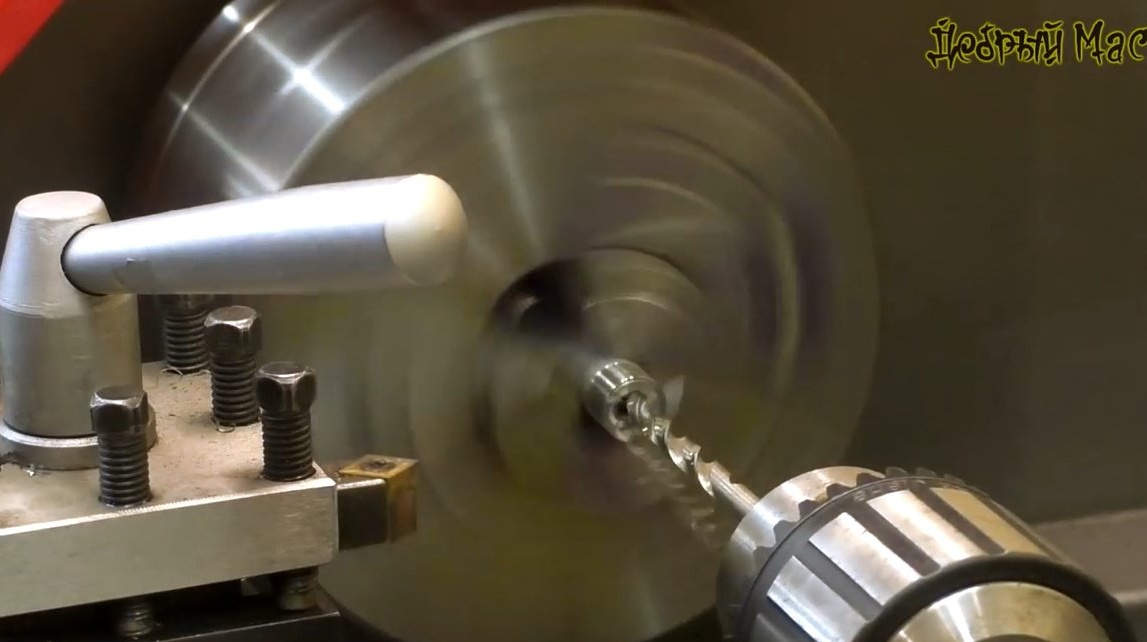

Eszterga hiányában ezt a munkát úgy lehet elvégezni, hogy a fúrót egy csapban tartja, és a fúrótokmányban lévő csavart tartja.




A lyukba vágja le a menetet, és csavarja be a hegyét.




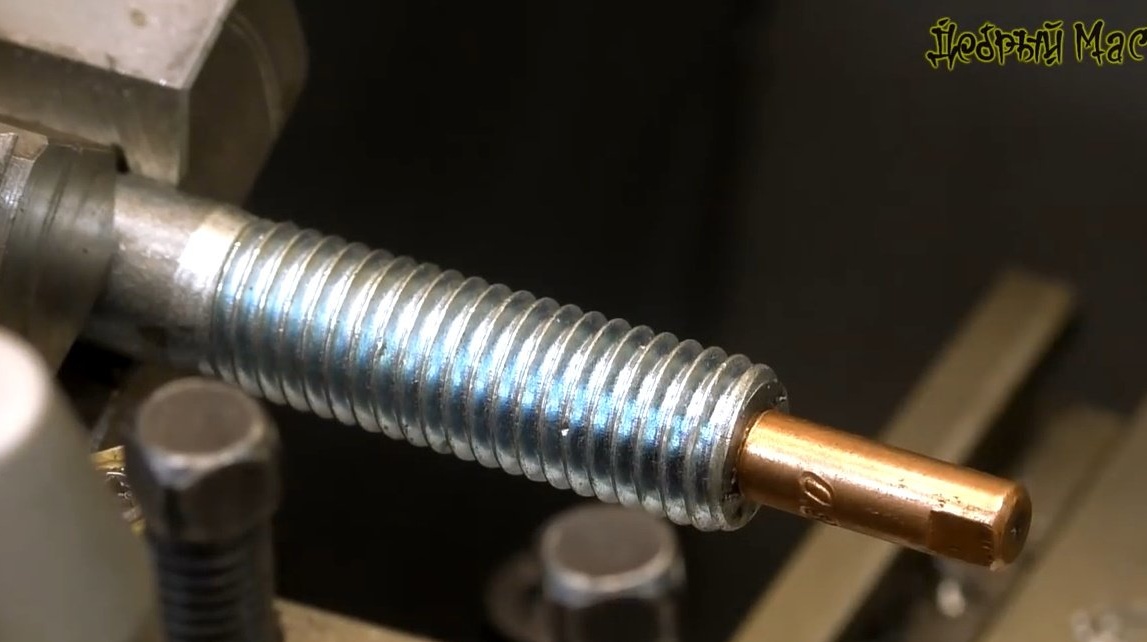
A csavar második oldalán karácsonyfát vágnak a tömlő rögzítéséhez.


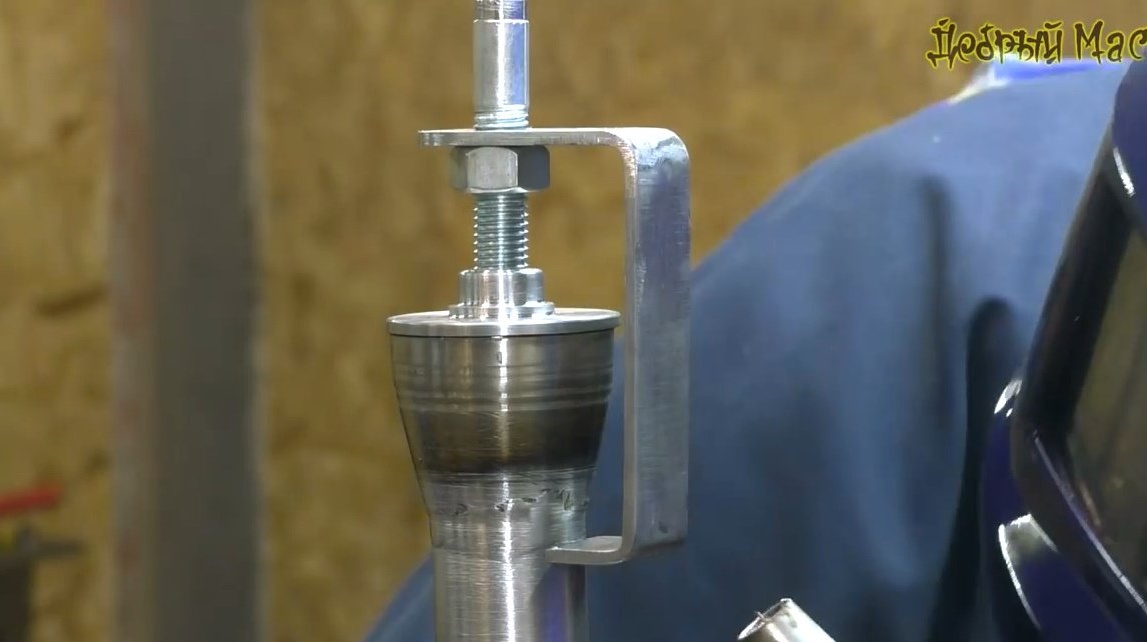
Itt a fúvóka készen áll, és a testhez kell rögzíteni. A sugárhajtógép kissé belemerült a fúvókába, megnövelve a beállítási távolságot.


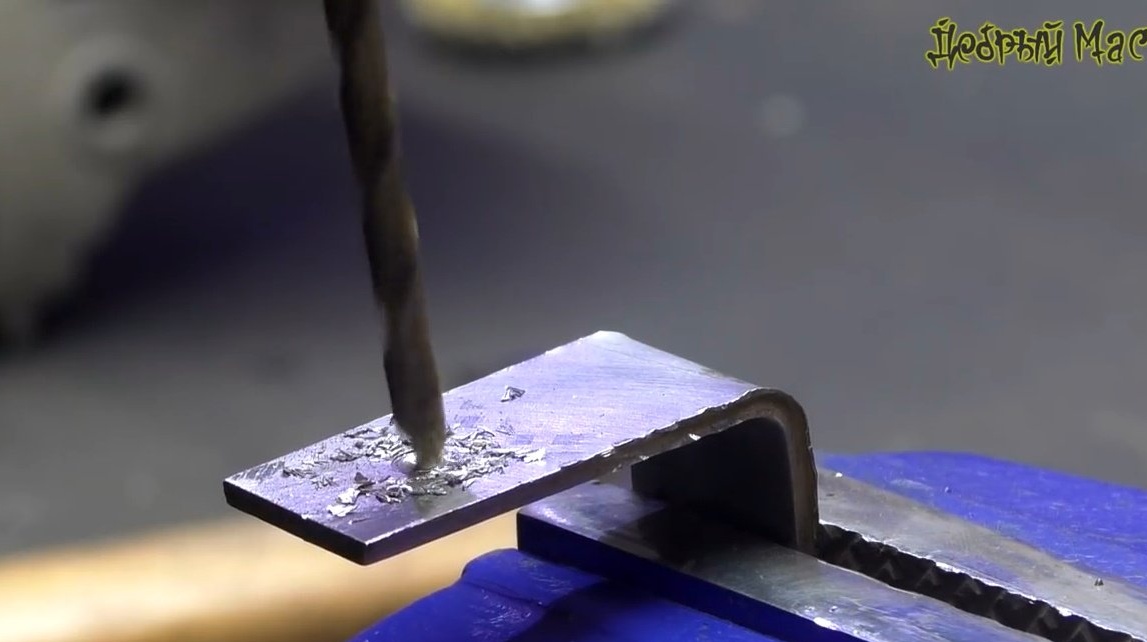
Vág egy acéllemez csíkot. Tisztítja a festékből, hajtogatja be. Aztán lyukat fúrt a fúvókához, levágja a cérnát a benne.





Most már hegesztheti a testet.

Miután festette a testet tűzálló festékkel, az égő majdnem kész.



Először a mester az égőt a műhely belsejében lévő rögzítőcsavarba rögzítette.


Az oxigén gyors elégetése miatt ki kellett mennem az utcát szabályozni.




Az égőnek három beállítási lehetősége van. A hajtómű gáznyomásának, a levegőellátásnak és a fúvóka mélységének mélységének beállítása a zavaróban. Ha a gáznyomást 0,5 atmoszférára emeltük, nagyon gyorsan meg lehetett melegíteni egy vastag 14 mm-es acélrúdot.



Köszönet a szerzőnek az egyszerű, de hasznos használatért alkalmazkodás a műhelyre!
Minden jó hangulat, sok szerencsét és érdekes ötletet!