


Az asztalosiparban, a kézművességben és a kézművességben időszakosan szükség van kerek pálcákra. Ezek lehetnek elemek. iparművészetfaszerkezetek, bútorokcsapok, tiplik, nyilak az íjhoz.
Mivel a pálca a forgásteste, a gyártás szempontjából az első gondolat az esztergán történő köszörülés, viszont meglehetősen nehéz a hosszú és vékony részek élezése, további forgó munkadarabokhoz (például egy pihenőhöz) további tartópontok szükségesek. Nos, általában egy szerencsétlen, például egy nyíl gyártása rendkívül munkaigényes és indokolatlan. Valójában úgy tűnik, egy bizonyos folyamat, két mozdulattal. Egyszerű és gazdaságos. Nem kell külön figyelmet fordítani rá, ilyen mechanikus.
A marógéphez javasolt felszerelés éppen ilyenre utal. A felszerelés egyszerű, a gyártás során nem igényel nagy pontosságot. Fából készült, a lehető legkeményebb - a nyír jó. Maga a gyártási folyamat két szakaszra oszlik - a kívánt hosszúságú négyzet alakú tuskók előállítása és feldolgozása marógépen speciális berendezéssel. A berendezés egyszerû beállítását egyszer megteszi, és a botok sorban elkészíthetõk. A módszer hátrányai - szükség lesz egy kézi maróra (legkényelmesebben) és körfűrészre. Korunkban azonban egy elektromos szerszám, amely néha nagyon bizarr, semmiféle meglepő semmi otthon műhely.
Valójában maga a folyamat valahogy így néz ki.
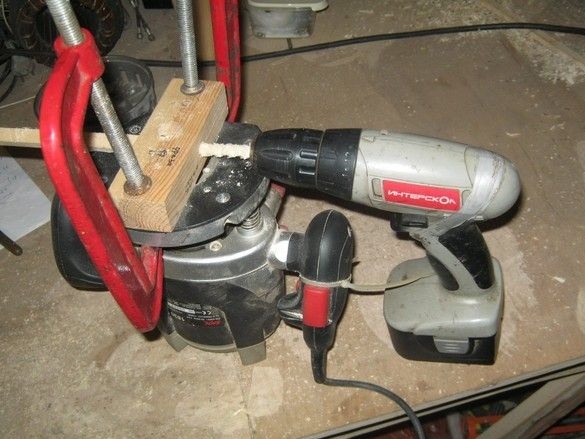
Egy négyzetes tuskó csavarhúzóval forog, és a malom fölé húzza. A vágó levágja az összes felesleget, kiderül, hogy a forradalom teste - egy henger. Berendezésünk feladata az, hogy a szerszámot és a munkadarabot a helyben a megfelelő helyzetbe helyezze.
A botokról a kezdetektől. Szóval
Megfelelő egyrétegű fadarabot választanak - a botok általában meglehetősen vékonyak, és a ferde rétegek miatt a kész bot nagyon érzékeny a páratartalom változásainak torzulására, vagy általában nagyon törékeny. Hosszú, egy bizonyos margóval - száz milliméter, kiderül, hogy nem gyönyörű, technológiai farok. A további felhasználásra - például tiplikre - alapuló fa legjobban a termékkel azonos fajtájú fából készül.A dekoratív kézműves munkákhoz jobb a fa meghúzása, ezek lehetővé teszik a tisztább felület elérését.
Fűrészelés munkadarabokba. Normál munka körfűrészen. Több próbálkozás és az ütközés finomhangolása után elvágjuk a kívánt darabszámot. Érdemes törekedni a folyamatos munkára - egy pálca gyártásához túl sok időt kell eltölteni a szerszám bevezetésére, beállítására és így tovább. Jobb, ha készít néhány üres helyet, és szükség szerint költi őket. A körfűrészen végzett munkánk során biztosan védőszemüveget vagy átlátszó pajzsot fogunk használni - ha porosítja a szemét, akkor nagyon kellemetlen helyzetbe kerülhet, amikor mindkét kezét elfogják, a szeme nem látja, és a fűrész üvöltése miatt nehéz segítségre hívni. Vigyázz magadra.

A munkadarabok szélein nem érdemes apróra vágni a csiszolást - a csiszolóbőr felületéről származó egyes szemcsék a fa pórusaiban maradnak, és jelentősen csökkentik a későbbi feldolgozáshoz használt forgácsolószerszám erőforrásait. Esetünkben marók.
A kézi maróorsó orsó-befogójába egy kis átmérőjű egyenes horonymarót rögzítünk. A félkör alakú munka jól működik. A marógép peronján berendezéseinket szorítókkal rögzítjük. Ha lehetséges, egy nagy lyukat koaxiálisan a vágóval.

A marószerszám talpát a rögzített bepattanással bemélyítjük és abban a helyzetben rögzítjük, amikor a marógép egyenesen áll a kész pálca kilépési nyílásának alsó szélével.

Megfelelő helyet szervezünk körülöttünk, rögzítjük a marógépet vagy hívunk egy asszisztenst, ha a munkadarabok hosszabbak, mint a kezünk elérheti, ebben az esetben ügyeljen arra is, hogy a kezdőkulcsot a marógépre rögzítse, például egy elektromos nylon esztrichtel.
Bekapcsoljuk a marót és behelyezzük a munkadarabot a négyzet alakú tálca furatába, kézzel forgassuk el. A megharapott farkot elküldjük a kész bot lyukához. A munkadarabot "kézzel" forgatva szolgáljuk addig, amíg a vége be nem csapódhat a csavarhúzó tokmányába. Útválasztóm esetében ez akkor fordul elő, amikor a munkadarab vége a talp túlnyúlik. Ez körülbelül 100 mm.
A maximális sebességgel kapcsoljuk be a csavarhúzót, kapcsoljuk be az útválasztót és a munkacsavarhúzót, amely magára húzza a munkadarabot. A teljes kilépésig. Rend.

Ha van botjuk a technológiai igényekhez, akkor hagyjuk, ha simara van szüksége, akkor csiszolnia kell. Én, mint egy fa eszterga tulajdonosa, ebben a tekintetben szerencsések voltam. Használom. A botunk rögzítéséhez egy házi készítésű, fából készült tokot használunk mini előlap. Hátul egy rögzített kúpos középen szorítom meg a botot, erős nyomás nélkül. Gyakran egy hosszú botot a közepén kell tartani, már simán, csak egy kézzel vagy egy darab filccel.

A bőr két-három száma nagyról kicsire, mindegyik szám az orsó forgásirányának megváltoztatásakor. Vagyis kicsit soványulunk, kikapcsoljuk a gépet, a forgásirányt fordítsuk az ellenkezőre, fussuk ugyanazt a számot, és így tovább.
Minden, amíg a pálca készen áll, vegye ki, vágja a kívánt méretre, alkalmazza.

Nos, például egy felfüggesztés egy gyapjúképhez - két "tetejét" felszerelünk és ragasztunk a készített botok végéhez.
Mire van szükség a berendezések gyártásához?
Eszközöket.
Asztalos, jelölő eszköz. Toll fúrók a fa. Gyorsabban és pontosabban a szerszámgépek szerszámgépekkel, például kör alakú, ingafűrésszel és fúrógéppel készíthetők, minimális erőfeszítéssel megtehetők, azonban az emberi képességek szinte nincs korlátozva - mindezt kézi szerszámmal lehet megtenni, de több készség szükséges . Elektromos szerszám használatakor védőszemüveg vagy pajzs, fejhallgató és esetleg légzőkészülék is szükséges.
Anyagokat.
Kemény fa tömb, közepes csiszolópapír.
Először meghatározzuk a berendezés méretét, ez következik a marógép, a talp méreteiből. A próbálkozás során meg kell próbálnia minimalizálni a vágógép kirepülését, amikor csak lehetséges, ez csökkenti a rezgést működés közben, a szerszám hosszabb ideig működik, a bot felülete tisztább.

Arra kell törekednie, hogy a munkadarab "derékszögű legyen". Ha kézi szerszámot használ, akkor jobb, ha további megjelölést végez kicsit másképp. A munkadarab bordái kissé megfőzhetők - kényelmesebb megjelölni.
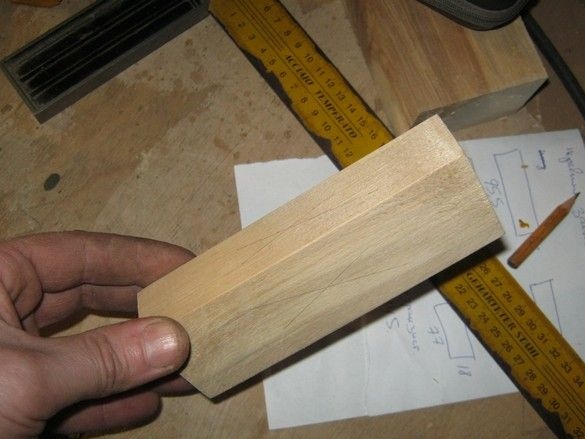
Jelölje meg az arcok közepét.
Igen. Meg kell határozni a jövőbeli bot átmérőjét - azt javaslom, hogy álljon meg 10 mm-nél. A méret nagyon kényelmes a műhely számára - nagyszerű a bútorok, keretek gyártására szolgáló tipliknél, csak a botok jóak a kézműves dekorációs elemekhez, nem túl vékonyak és nagyon tisztességesen viselkednek a páratartalom változásának torzulása szempontjából. Végül, a fa jó gyakorlati csavarfúróinak maximális átmérője pontosan 10 mm, ami kényelmes.
További lyukak méreteit kifejezetten a kész bot ezen átmérőjére tervezték. 10mm.

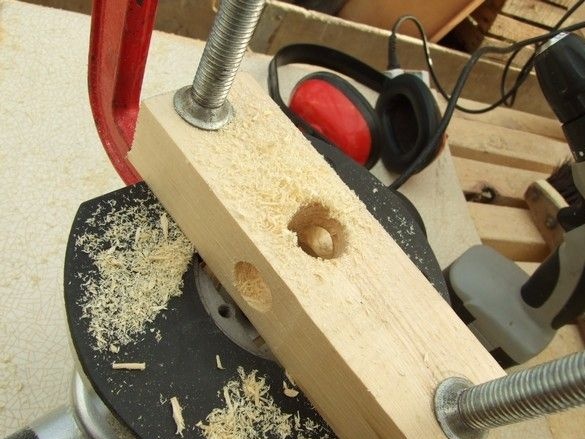
Fúrunk maximális sebességgel - a lyuk tisztább. Annak érdekében, hogy a kivezetésnek ne legyen csúnya rongyos széle, csak a mélység felére fúrunk.

A tollfúró vezetőcsapja viszont jóval azelőtt jelent meg, mielőtt a fúró teljesen áthaladna erre a kis lyukra, és a munkadarabot megfordítva a fúrás középpontjába mutatunk.

Most keskeny felületeken fúrnak 16 mm átmérőjű és 10 mm-rel szemben lévő lyukakat. A vágó nagy lyukát tekintve kissé eltolhatók, ez nem jelentős, de egymáshoz képest fenyőnek kell lennie, különben a bot elakadhat.
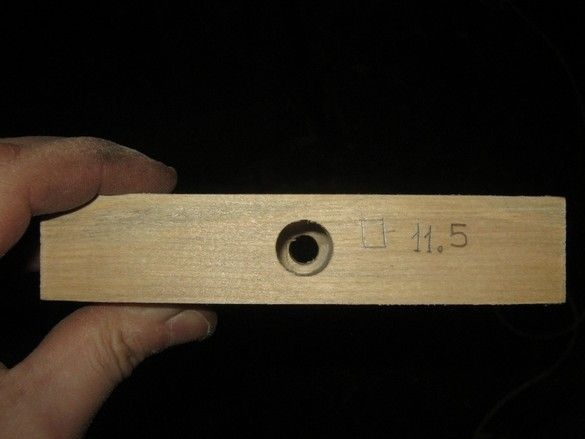
A lyukak szélein a lehetséges fúrások kissé csiszolva vannak. A lyuk a munkadarab, jobb aláírni, hogy később fájdalmas, hogy ne emlékezzen a méretére.
